

000
понедельник, 29 июля 2019 г.
воскресенье, 28 июля 2019 г.
суббота, 27 июля 2019 г.
Приспособление для заточки ножей фуговального станка
Приспособление для заточки ножей фуговального станка.

Каждый столяр знает, что хорошо заточенный инструмент это залог качественной обработки материала. Предлагаю приспособление для заточки строгальных прямых ножей.
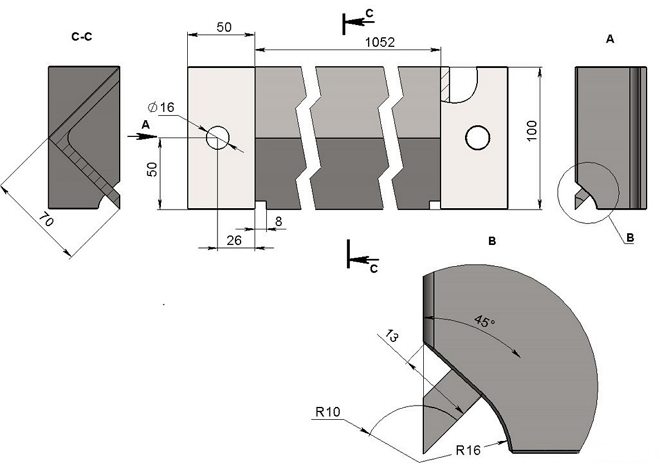
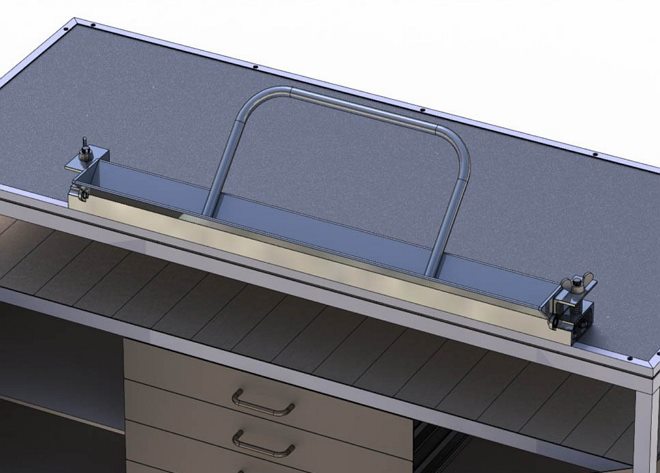
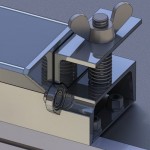
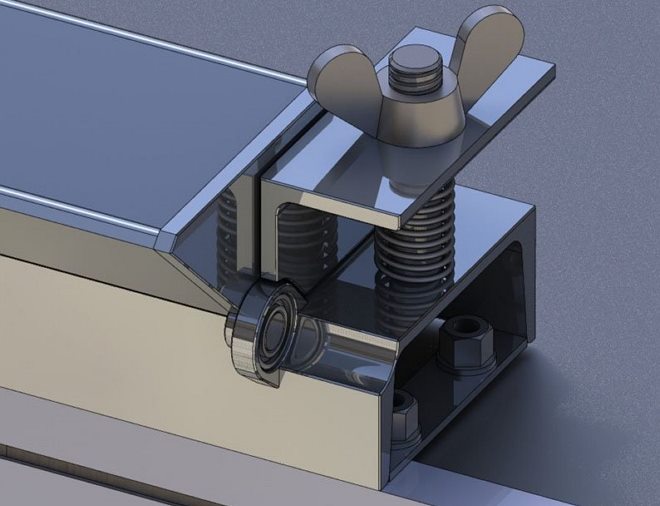
Устанавливаю приспособление вместе с абразивным кругом на вертикальный фрезерный станок. Приспособление состоит из нижней и верхней плит. На верхней располагается держатель для затачиваемых ножей. Нижняя плита крепится к столу станка струбцинами через прикрученные уголки. Обе плиты соединены с одной стороны шарнирами.
Держатель для строгальных ножей состоит из прижимов и уголка 50x50 мм, который я подрезал так, чтобы выдержать угол заточки 40 град. Это позволяет сделать режущую кромку крепкой.
Чтобы избежать повреждения абразивного инструмента при касании детали, опускаю его на глубину не более 10 мк. Для поднятия верхней плиты использую подъемное клиновое устройство, состоящее из клина, упорных пластин и ходового винта. При вращении рукояткой ходового винта влево-вправо клин перемещается, и верхняя плита поднимается либо опускается.
Можно точить один или несколько ножей, двигая держатель влево-вправо по верхней плите.




Николай Панасик, г. Волковыск.
пятница, 26 июля 2019 г.
воскресенье, 21 июля 2019 г.
Токарный своими руками
Токарный своими руками Ласточкин хвост Приспособа
Токарный своими руками Клин Поперечная подача
Токарный станок своими руками Передняя бабка Переделка
четверг, 11 июля 2019 г.
среда, 10 июля 2019 г.
понедельник, 8 июля 2019 г.
Каталог элементов кованых изделий
В этом разделе представлены всего лишь малая часть элементов ковки, которые Вы без особого труда можете изготовить на этом оборудовании
Элементы.











Стоит лишь соединить элементы, и Вы получите превосходные конструкции.
Превосходство изделий из металла будет зависить, от Ваших фантазий.
Элегантность ковки подчеркивает, красоту и уют домашнего очага.
воскресенье, 7 июля 2019 г.
пятница, 5 июля 2019 г.
Листогибочный станок – делаем ручной листогиб своими руками
- Виды листогибов и их конструкция
- С чего начать изготовление листогибочного станка
- Самая популярная конструкция листогиба и ее улучшение
- Усиливаем прижимную балку
- Повышаем надежность креплений станка
- Конструкция в сборе
- Чертежи еще одного варианта листогиба
- Что такое зиг-машина и как ее сделать
- Рекомендации по выбору листогиба
- Преимущества самодельного листогиба
- Как устроен листогибочный станок
Сделать листогибочный станок своими руками несложно, но пока немногие домашние мастера и специалисты, использующие гнутые изделия из листовой стали в своей деятельности, занимаются изготовлением такого оборудования для собственных нужд. Между тем подобное устройство, обладающее достаточно высокой надежностью и простотой в эксплуатации, поможет хорошо сэкономить.

Один из самых доступных листогибов — отечественный ЛГС-26, цена около 38 тысяч рублей. Мы сделаем дешевле и оптимизируем под свои нужды
Особенно изготовление и использование листогибочного станка актуально для тех, кому выполнять технологические операции по гибке листового материала надо не ежедневно и в больших объемах, а периодически.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.

Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.

Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:

Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.

По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:

Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Конструкцию такого листогибочного станка, сделанного в домашних условиях, можно еще дополнительно усовершенствовать, что сделает его более эффективным и универсальным.

Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.

Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Дополнительный 60-й уголок, приваренный к задней полке основного прижимного уголка, будет сдерживать его от выгибания вверх. На чертеже №2 более детально это показано на дополнительном рисунке вверху слева.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
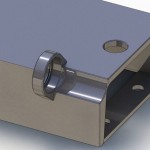
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Конструкция в сборе
После сборки усовершенствованное приспособление для получения металлопрофиля выглядит следующим образом:

Листогиб в собранном виде
- укрепленная опорная балка;
- маховик – резьбовой элемент;
- балка, обеспечивающая прижим заготовки;
- струбцина для крепления устройства к рабочему столу;
- траверса, с помощью которой, собственно, и можно согнуть обрабатываемую заготовку.
На чертежах указаны прижимные маховики, которые на практике мало у кого найдутся. Чаще используют обычные винты с приваренными воротками. После приварки воротков необходимо обязательно прогнать резьбу на них, так как сварка может повлиять на нее крайне отрицательно.
Чертежи еще одного варианта листогиба
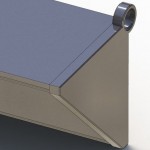
Подробные чертежи очень схожего по конструкции листогиба, но отличающегося креплением траверсы. На схемах приведены размеры, которые, конечно же, можно менять в зависимости от предполагаемой эксплуатации станка.

Еще один вариант листогиба: траверса поднята
- Опорная балка
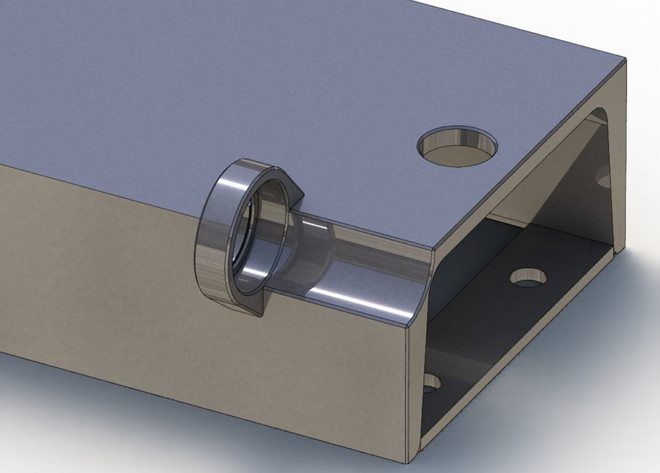
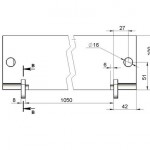
- Чертеж опорной балки
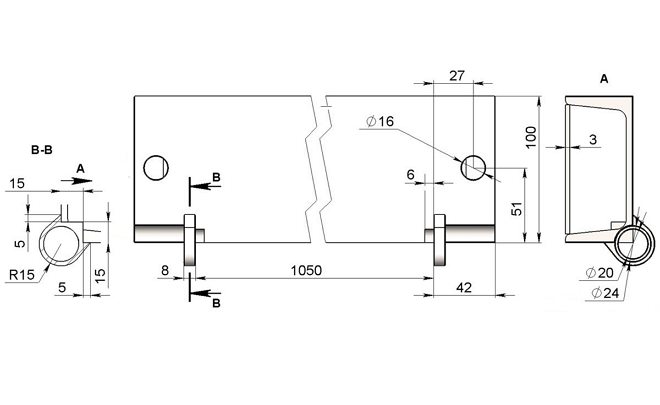
- Торец траверсы

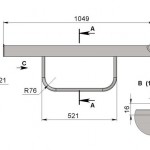
- Чертеж траверсы
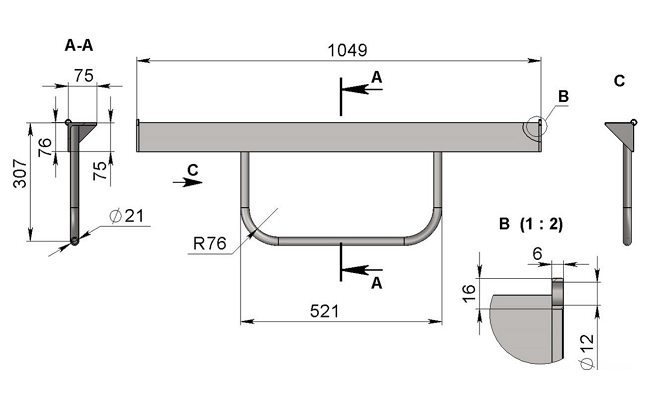
- Прижимная балка
- Чертеж прижимной балки
- Общий вид в сборе
- Крепление прижима
Чертеж трубогиба
Чертеж трубогиба для гибки квадратных труб.

Изготовим крепежную плиту из металлической пластины толщиной 6 мм. В плите сверлим три отверстия диаметром 12 мм для крепления плиты к верстаку. Одно отверстие диаметром 30 мм для крепления к плите неподвижного малого ролика. Одно отверстие диаметром 50 мм для крепления к плите большого неподвижного ролика.

Крепим к плите оси малого и большого роликов.

На ось вставляем малый ролик, затем ставим шайбу и зажимаем гайкой. Малый ролик служит направляющим упором для квадратной трубы.
На другую ось вставляем большой ролик. Большой ролик является направляющим упором, вокруг которого гнется квадратная труба. Радиус ролика, является радиусом изгиба трубы.

Крепим к рычагу малый подвижный ролик. Рычаг крепим на большой неподвижный ролик. С обеих сторон ставим шайбы и зажимаем гайками.

Собранную конструкцию крепим к верстаку.

Трубогиб может гнуть квадратные трубы 15х15 мм до 180 градусов.
Трубогиб для гибки круглых труб смотри в статье "Трубогиб своими руками. Чертежи."

Изготовим крепежную плиту из металлической пластины толщиной 6 мм. В плите сверлим три отверстия диаметром 12 мм для крепления плиты к верстаку. Одно отверстие диаметром 30 мм для крепления к плите неподвижного малого ролика. Одно отверстие диаметром 50 мм для крепления к плите большого неподвижного ролика.

Крепим к плите оси малого и большого роликов.

На ось вставляем малый ролик, затем ставим шайбу и зажимаем гайкой. Малый ролик служит направляющим упором для квадратной трубы.
На другую ось вставляем большой ролик. Большой ролик является направляющим упором, вокруг которого гнется квадратная труба. Радиус ролика, является радиусом изгиба трубы.

Крепим к рычагу малый подвижный ролик. Рычаг крепим на большой неподвижный ролик. С обеих сторон ставим шайбы и зажимаем гайками.

Собранную конструкцию крепим к верстаку.

Трубогиб может гнуть квадратные трубы 15х15 мм до 180 градусов.
Трубогиб для гибки круглых труб смотри в статье "Трубогиб своими руками. Чертежи."


