

000
Показаны сообщения с ярлыком инструменты. Показать все сообщения
Показаны сообщения с ярлыком инструменты. Показать все сообщения
среда, 4 ноября 2020 г.
пятница, 28 февраля 2020 г.
🔨 МОДЕЛИСТ-КОНСТРУКТОР. ДЕЛИТЕЛЬНАЯ ГОЛОВКА.
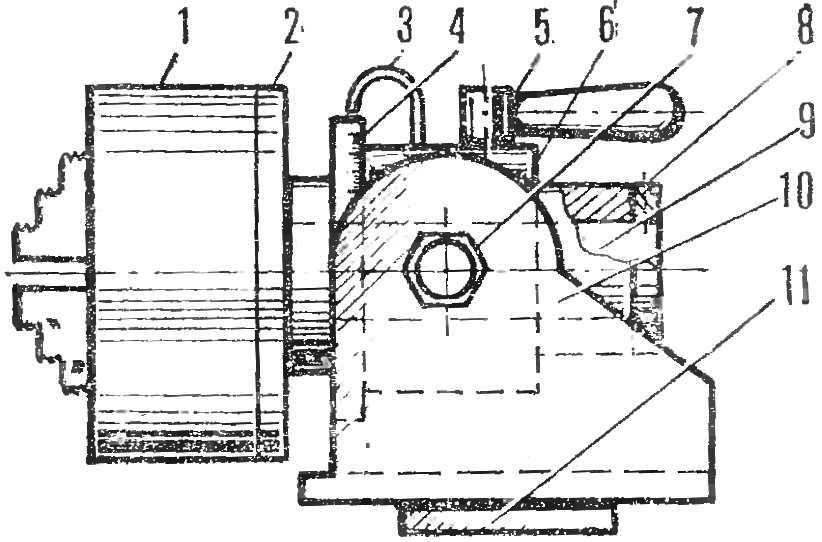
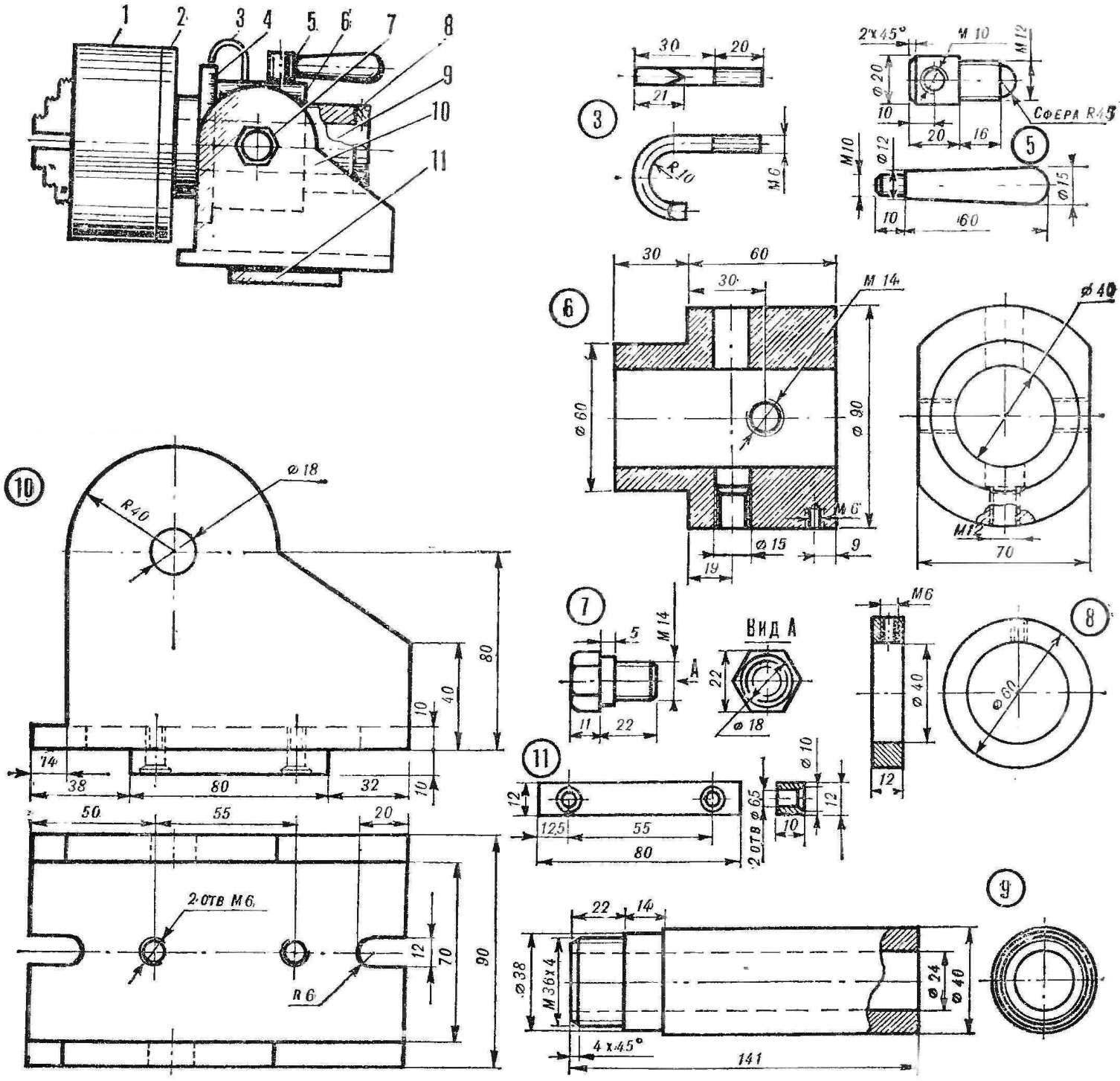
Эту головку легко сделать, если в вашей мастерской есть токарный станок и сварочный аппарат, Установив ее на любой фрезерный станок, можно обрабатывать головки болтов, прорезать шлицы и шпоночные канавки, нарезать зубья шестерен и выполнять другие операции. Все детали показаны на рисунке. Несколько пояснений. Основание головки сделано из двух стальных уголковых профилей с шириной полки 120 мм, сваренных между собой так. чтобы между щеками выдерживался размер 70 мм.
Фланец с градусной шкалой имеет Ø 114,6 мм, он выбран таким для того, чтобы каждый градус шкалы соответствовал 1 мм длины ее окружности. Это позволяет избавиться от разметки — нужно только наклепать на окружность фланца кусок стальной ленты длиной 360 мм от рулетки.
Делительная головка:
1 — патрон от станка ТВШ-4, 2 — планшайба, 3 — указатель, 4 — делительный диск, 5 — зажимной винт с рукояткой, 6 — корпус, 7 — болт, 8 — упорное кольцо, 9 — шпиндель, 10 — стойка, 11 — шпонка.
Патрон делительной головки — от токарного станка ТВШ-4. Соответственно ему резьбовой конец шпинделя головки подгоняется под резьбу в планшайбе патрона.
вторник, 12 ноября 2019 г.
Станок для намотки трансформаторов своими руками

Очень часто при создании электронных самоделок приходится наматывать и перематывать различные трансформаторы и катушки. Хорошим помощником в этом не простом и кропотливом деле, может стать простой в изготовлении и надежный самодельный намоточный станок для импульсных трансформаторов от компьютерных блоков питания и обычных трансформаторов с «Ш» образным магнитопроводом.
Конструкция намоточного станка очень простая в изготовлении, под силу даже начинающему токарю. Станок состоит из вала закрепленного на опоре вращения. С правой стороны имеется ручка для вращения вала. На валу с лева направо одето зажимное устройство, левый и правый конуса для надежного крепления трансформаторов.

На этой картинке изображен чертеж для изготовления намоточного станка своими руками. Станок рассчитан для намотки импульсных трансформаторов от компьютерных блоков питания и «Ш» образных трансформаторов. Если вы собираетесь мотать, что то очень мелкое или слишком крупное тогда вам надо масштабировать чертеж под ваши нужды. Ну, а если вас устраивает размер станка, смело берите чертеж и отправляйтесь к знакомому токарю. -Хороший токарь сделает намоточный станок за три часа… -Пускай делает. Да, и не забудьте прихватить с собой токарной валюты. Всякий труд должен оплачиваться.

Чертеж намоточного станка для намотки импульсных трансформаторов
Станок оснащен электронным счетчиком оборотов. Который я приобрел в очень известном китайском интернет магазине всего за 7.5$. Пожалуй это не дорого… За эти деньги счетчик комплектуется герконовым датчиком, крепежной пластиной для герконового датчика и маленьким неодимовым магнитом! На передней панели счетчика находится две овальные кнопки. Левая кнопка «Pause» включает прибор и сохраняет показания счетчика, кнопка «Reset» обнуляет показания прибора. Прибор питается всего от одной 1.5В АА пальчиковой батарейки, расположенной на задней панели счетчика оборотов под пластиковой крышкой. Также имеются разъемы для подключения герконового датчика и дополнительной кнопки «Reset». Обзор счетчика оборотов читайте в этой статье.

Герконовый датчик я прикрутил к алюминиевой стойке с помощью крепежной пластины. Неодимовый магнит закрепил на ручке. Для правильной работы прибора необходимо установить зазор между герконовым датчиком и неодимовым магнитом не более пяти миллиметров. Каждое прохождение неодимового магнита над герконовым датчиком счетчик оборотов считает за один виток.

Как же пользоваться станком для намотки трансформаторов?
И так, знакомый токарь изготовил все детали станка за три часа. Вы своими руками собрали намоточный станок и тщательно смазали все вращающиеся детали, установили счетчик витков. Теперь можно приступать к намотке трансформаторов. Откручиваем винтик М5 на зажимном устройстве, снимаем его и левый зажимной конус. Одеваем каркас трансформатора на вал и одеваем левый конус с зажимным устройством. Плоской отверткой фиксируем винт М5 на зажимном устройстве, далее поджимаем каркас двумя гайками. В этом деле главное не перетянуть, иначе расколите каркас. Включаем счетчик витков и если необходимо сбрасываем показания прибора в ноль.

Зачищаем ножом конец провода от лака и прикручиваем к клейме каркаса от трансформатора. Левой рукой направляем провод, а правой вращаем ручку. После нескольких минут тренировок провод будет ложиться ровными слоями. Каждый слой провода во избежание пробоя изолируем несколькими слоями обыкновенного скотча. Не забывайте наблюдать за показаниями счетчика.

Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Читайте также: Счетчик витков для намоточного станка
Рекомендую посмотреть видеоролик о том, как сделать станок для намотки трансформаторов своими руками.
воскресенье, 20 октября 2019 г.
воскресенье, 11 августа 2019 г.
пятница, 2 августа 2019 г.
понедельник, 29 июля 2019 г.
воскресенье, 28 июля 2019 г.
суббота, 27 июля 2019 г.
пятница, 26 июля 2019 г.
пятница, 21 июня 2019 г.
четверг, 20 июня 2019 г.
вторник, 28 мая 2019 г.
пятница, 17 мая 2019 г.
понедельник, 17 декабря 2018 г.
Основные технические характеристики школьных токарных станков

Основные технические характеристики школьных токарных станков
| Наименование параметра | ТВШ-2 (ТВ-2) | ТВШ-3 | ТВ-4 | ТВ-6 | ТВ-7 | ТВ-7М | ТВ-9 | ТВ-11 |
|---|---|---|---|---|---|---|---|---|
| Основные параметры станка | ||||||||
| Класс точности | Н | Н | Н | Н | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 200 | 200 | 220 | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 90 | 80 | 100 | 100 | 100 | 110 | ||
| Высота центров над плоскими направляющими станины, мм | 100 | 100 | 108 | 108 | 120 | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 350 | 350 | 330 | 275 | 525 | 750 |
| Диаметр стандартного патрона, мм | 100 | 100 | 100 | 125 | 125 | 125 | 125 | 160 |
| Наибольшая длина заготовки в патроне, мм | 310 | 250 | 500 | |||||
| Наибольшая масса заготовки, кг | 5 | 10 | ||||||
| Наибольшая высота держателя резца, мм | 10 х 12 | 10 х 12 | 12 х 12 | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 | |
| Высота от опорной поверхности резца до линии центров, мм | 14 | 12 | 12 | 18 | 18 | 18 | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | 78 | 78 | |||||
| Шпиндель | ||||||||
| Резьба на переднем конце шпинделя, мм | М36 х 4 | М36 х 4 | М36 х 4 | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 | |
| Диаметр центрирующей поверхности шпинделя, мм | 48 | 48 | 48 | 48 | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 16 | 12 | 18 | 18 | 18 | 18 | |
| Конус Морзе шпинделя | №2 | №2 | №3 | №3 | №3 | №3 | №3 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 | 6 | 6 | б/с | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60, 90, 130, 190, 350, 500, 730, 1000 | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 | |
| Торможение шпинделя | нет | нет | нет | нет | нет | нет | есть | |
| Блокировка рукояток | нет | нет | нет | нет | есть | есть | есть | |
| Суппорт. Подачи | ||||||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 300 | 260 | ||||
| Перемещение суппорта продольное на одно деление лимба, мм | нет | 0,5 | 0,5 | 0,25 | 0,25 | 0,25 | 0,25 | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 | |||||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 50 | 85 | 85 | 85 | 85 | 85 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° | ±40° | ±40° | ±40° | ±40° | |
| Число ступеней продольных подач суппорта | 3 | 3 | 3 | 8 | 6 | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04..0,31 | |
| Количество нарезаемых резьб метрических | 3 | 3 | 3 | 6 | 6 | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,6; 0,8; 1,0 | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Задняя бабка | ||||||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | 65 | 65 | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±7 | ±5 | ±5 | ±5 | ±5 | ±5 | ±5 | |
| Наличие лимба или линейки, перемещение на одно деление лимба, мм | нет | нет | нет | нет | 0,025 | 0,025 | 0,025 | 0,025 |
| Электрооборудование | ||||||||
| Электродвигатель главного привода, кВт | 0,6 | 0,6/ 1 | 1,1 | 1,1 | 0,75 | 0,75/ 1,1 | 1,1 | |
| Габариты и масса станка | ||||||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | 1100 х 470 х 110 | 1050 х 535 х 1200 | 1120 х 640 х 680 | 1405 х 620 х 730 | 1610 х 620 х 730 | |
| Масса станка, кг | 280 | 280 | 300 | 400 | 220 | 230 | 245 |
Полезные ссылки по теме


