Кобзон Иосиф Давыдович родился 11 сентября 1937 года в г.Часов Яр Донецкой области.
Перед самой войной семья Кобзонов переехала во Львов. Оттуда отец ушёл на фронт политруком, а мать с тремя детьми, бабушкой и братом-инвалидом отправились в эвакуацию в Узбекистан. Конечным пунктом их назначения оказался город Янгиюль, под Ташкентом. В 1943 году отец Иосифа Кобзона был сильно контужен и после лечения демобилизован. Однако к родным он не вернулся. Встретив другую женщину, он женился на ней и навсегда остался в Москве.
В 1944 году Иосиф Кобзон вместе с семьёй вернулся на Украину, в город Краматорск. В 1946 году мать Иосифа Кобзона повторно вышла замуж за бывшего фронтовика Моисея Моисеевича Раппопорта. Так у Иосифа появилось ещё два сводных брата (кроме них у него было ещё двое родных братьев) и сестра. В конце 1940-х годов семья Кобзонов переехала в Днепропетровск.
В 1956 году окончил Днепропетровский горный техникум. Его первые публичные выступления состоялись на сцене техникума.
С 1956 по 1959 годы служил в армии, где был приглашён в ансамбль песни и пляски Закавказского военного округа.
С 1958 года работал в Цирке на Цветном бульваре в программе Марка Местечкина «Куба - любовь моя», где исполнял одноимённую песню А.Пахмутовой. В 1959-1962 годах - солист Всесоюзного радио, в 1962-1965 годах - солист-вокалист Росконцерта, в 1965-1989 годах - солист-вокалист Москонцерта.
В 1964 году, после появления в эфире песни Аркадия Островского «А у нас во дворе», к нему пришла всесоюзная популярность.
В 1965 году принял участие в международном конкурсе «Дружба», который проходил в шести социалистических странах, и завоевал первые места в Варшаве, Берлине и Будапеште.
С начала 1970-х годов вел сольную карьеру.
В 1973 году окончил Государственный музыкально-педагогический институт им. Гнесиных по классу вокала. В 1975 году окончил Университет марксизма-ленинизма МГК КПСС.
С 1984 года преподавал эстрадный вокал в Государственном музыкально-педагогическом институте имени Гнесиных (с 1993 года профессор). Среди его выпускников - известные эстрадные певицы Ирина Отиева, Валентина Легкоступова, Валерия.
В репертуаре Иосифа Кобзона более трёх тысяч песен.
Депутат Верховного Совета СССР с 1990 года.
Широко известен своей миротворческой деятельностью во время подавления чеченского сепаратизма в 1990-х годах, а также во время нейтрализации банды Бараева, с которыми он вёл переговоры, 23-26 октября 2002 года в здании Театрального центра на Дубровке (Москва).
Занимался благотворительностью. В 1997 году впервые избран депутатом Государственной Думы.
В 1999 году вновь был избран депутатом Государственной Думы, стал членом депутатской группы «Регионы России (Союз независимых депутатов)», был избран заместителем председателя комитета по культуре и туризму.
В 2003 году вновь избран депутатом Государственной Думы, вошёл во фракцию «Единая Россия». Избран председателем комитета по культуре Государственной Думы.
В сентябре 2007 года вступил в партию «Единая Россия».
В 2007 году был избран депутатом Государственной Думы в составе федерального списка кандидатов, выдвинутого Всероссийской политической партией «Единая Россия» (Забайкальский край), вошёл в состав фракции «Единая Россия», избран заместителем председателя комитета по информационной политике, информационным технологиям и связи.
В 2011 году избран депутатом Государственной Думы ФС РФ VI созыва от Забайкальского края от партии «Единая Россия», член фракции «Единая Россия», первый заместитель председателя комитета по культуре.
Был членом правления Федерации еврейских общин России, членом президиума общероссийской общественной организации «Лига здоровья нации».
В июле 2014 года Латвия запретила Кобзону въезд на территорию страны. Министр иностранных дел Латвии Эдгарс Ринкевичс объяснил запрет «содействием подрыву территориальной целостности и суверенитета Украины». 26 октября 2014 года Служба безопасности Украины заявила о внесении Иосифа Кобзона в список из нескольких сотен деятелей российской культуры, которым запрещён въезд на Украину из-за их политической позиции.
С 28 ноября 2014 года Иосиф Кобзон являлся почётным консулом Донецкой Народной Республики в России.
В апреле 2017 года перенес экстренную операцию в одной из клиник Москвы.
Дед Путина был поваром сначала у Ленина, а потом и у Сталина, а до революции - у царя батюшки (!) А теперь сам ВВ , вот очередную кухню с пенсиями замутил. Главное, перед выборами и сам на диете сидел и всех, кто рядом - одних на диете, других в СИЗО держал. Вот прошли выборы и понеслось... Будем жить дольше, но то, что лучше... - народ сомневается (Проходили, знаем!)... Веселее друзья! До 65-ти дотянем! Во всяком случае - должны дотянуть!
Девайс от Виктора Travelller - координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает )))). А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
Параметры столика:
Длина 350 мм
ширина 350 мм
толщина - 65 мм.
Полная длина направляющих 300мм.
Точность около 0,1 мм
Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы)
Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки)
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.
"Взрыв-схема":
Центральный узел всего стола - это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).
На пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.
В профиль, после небольшой доработки напильником, вставляются гайки М10.
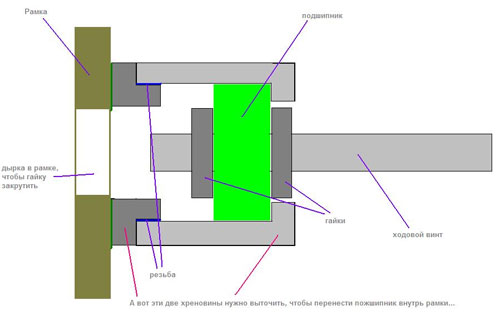
На шпильках М10 собираем рукоятки с подшипниковым узлом.
Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.
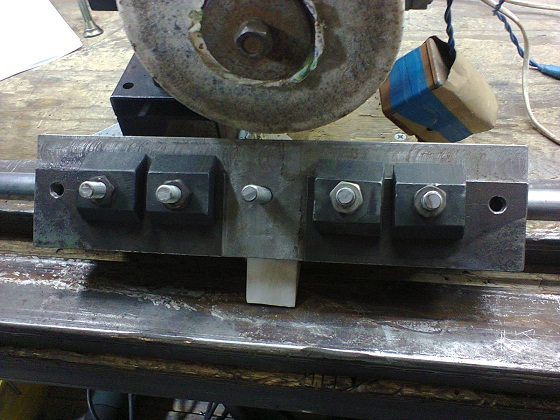
В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
Собранный столик крепим к станине сверлильного станка,а на него (через фанерную прокладку - можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.
Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории.
Вот еще один примерчики фрезерования. За один проход можно снимать до миллиметра материала.
В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.
В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка
Вот почти готовый портотип шлифовального устройства. Ещё предстоит всё это довести до ума- сделать ручки, поставить кожуха, подобрать нужный камень и прочие мелочи. Главное идея оказалась правильной- многие скептически к этому относились, особенно профи. Заточка получается очень не плохой нож не горит получается ровным- при этом устройство ещё не готово! Круг обычный 150мм, мах длинна затачиваемого ножа 300мм. Сразу закладывал в устройство возможность затачивать ножи для ручных рубанков и стамесок. Возможно устанавливать разные углы заточки- для этого нужно только поменять шаблон.
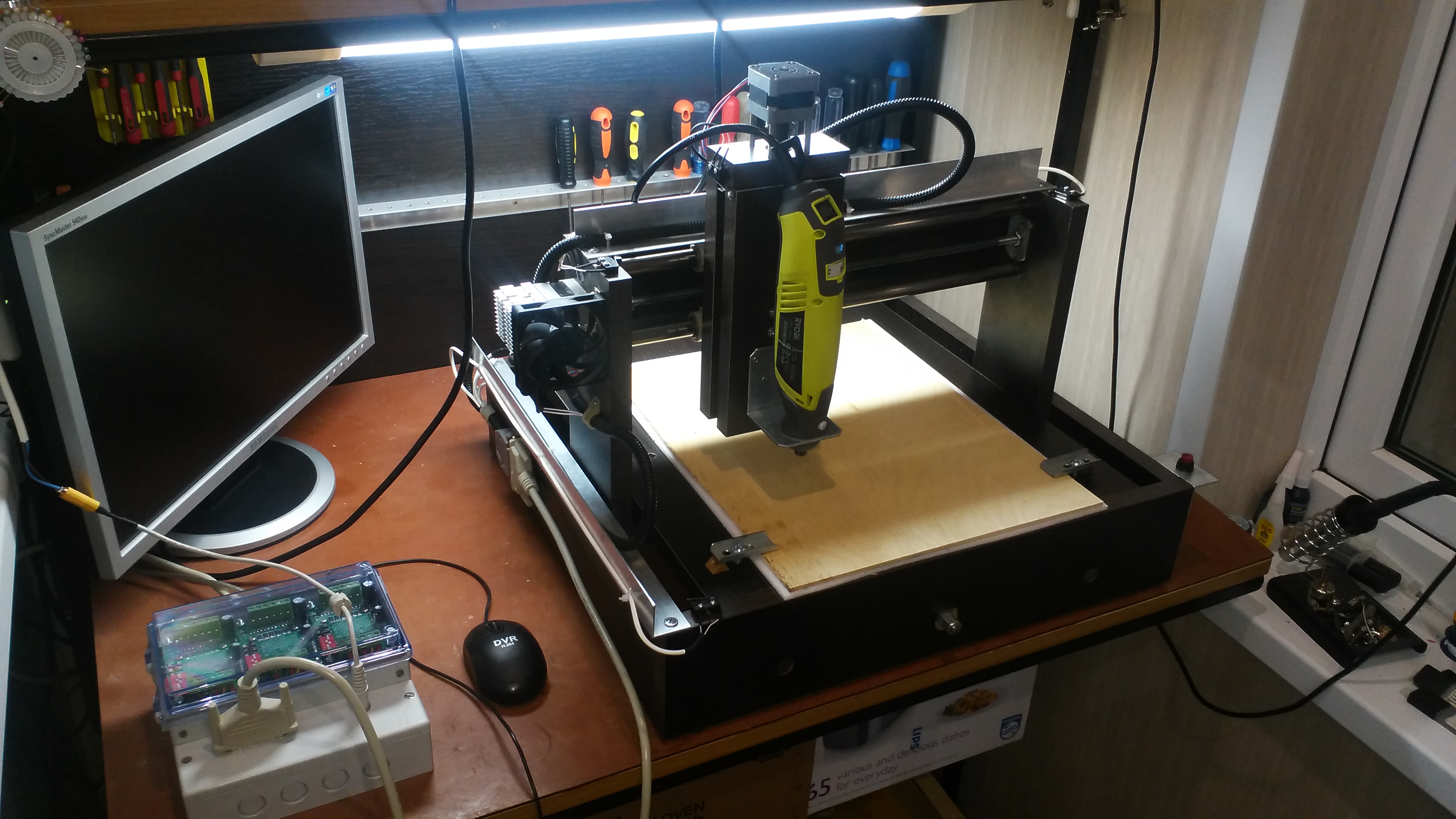
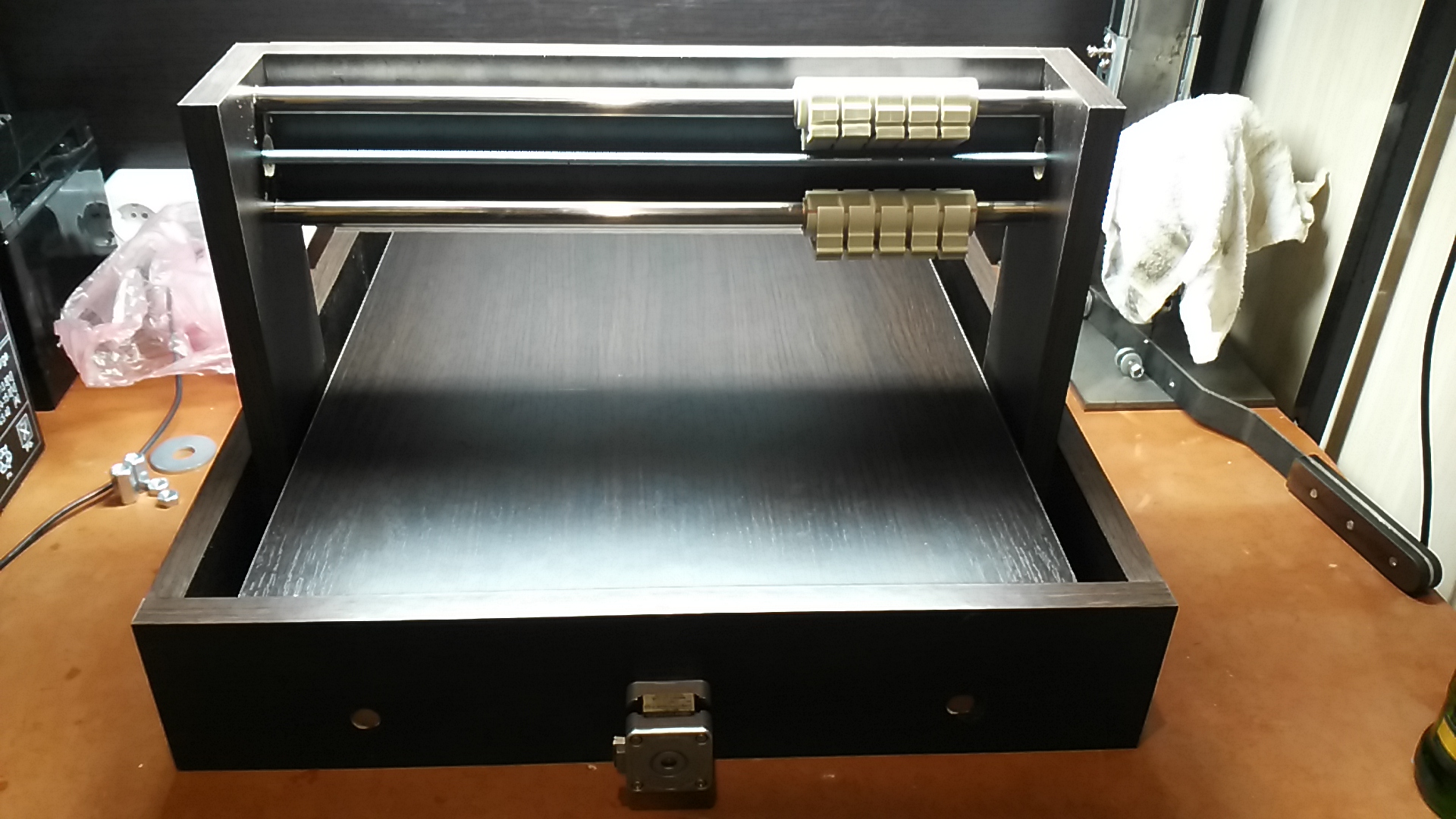
В настоящее время компьютеры очень сильно вошли в нашу жизнь и уже тяжело представить себе моделирование и изготовление чертежей без компьютерного оборудования. Все чаще в интернете появляются чертежи новых моделей весьма замысловатых форм с множеством вырезов и шип пазов. Согласитесь, ручным лобзиком вырезать все эти кружева весьма утомительно. Идея создания ЧПУ будоражила мое сознание не один год, но пугала сложность механики, необходимость изучения множества программ. Собравшись с мыслями и зарядившись здоровым энтузиазмом я взялся за работу. Эта статья для людей, которые хотят сделать что-то подобное, но боятся начинать. Я постараюсь максимально подробно рассказать о нюансах, которые вас ждут. В одной статье мы пройдем весь путь от создания станка до изготовления первых деталей на этом станке.
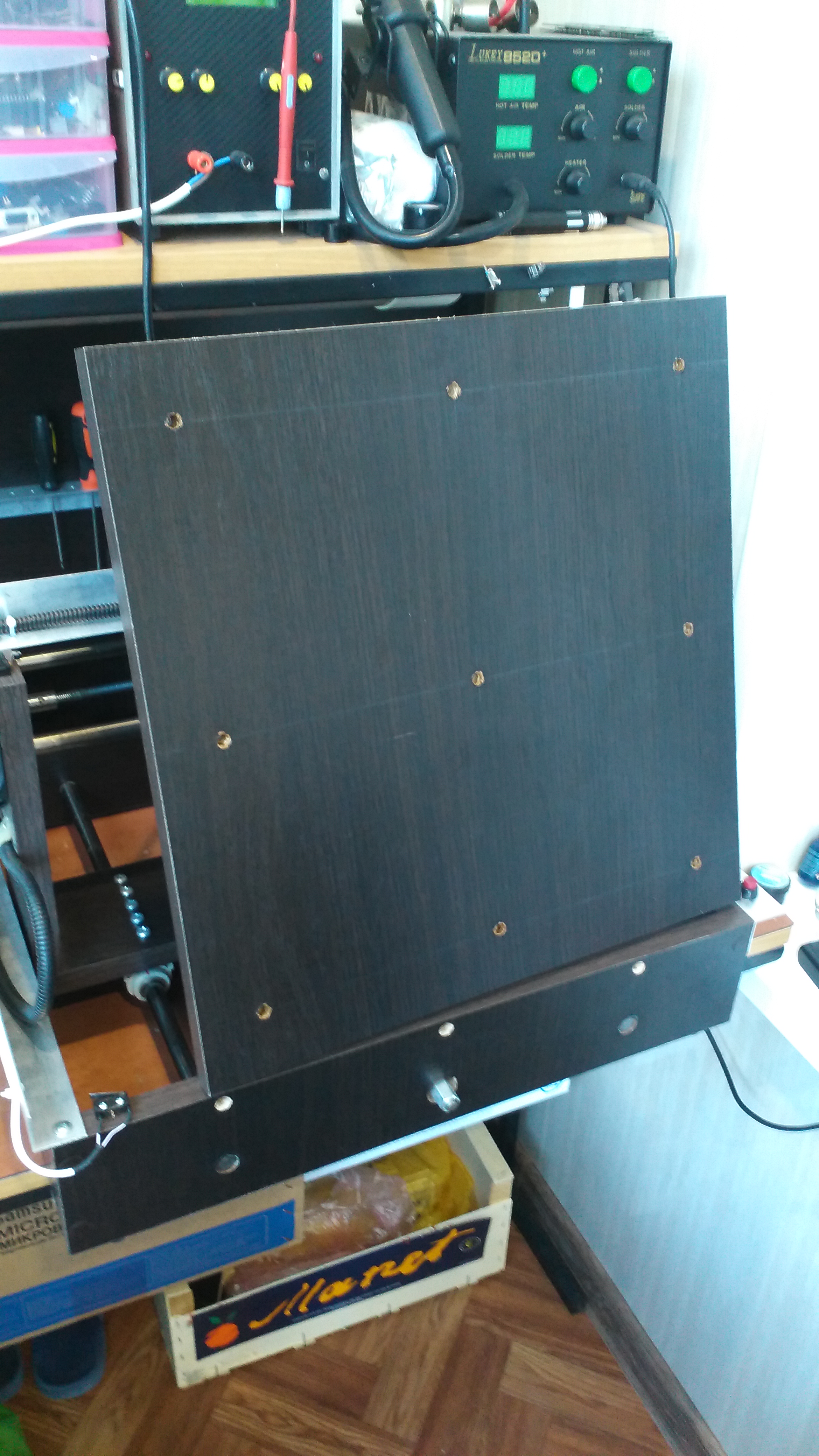
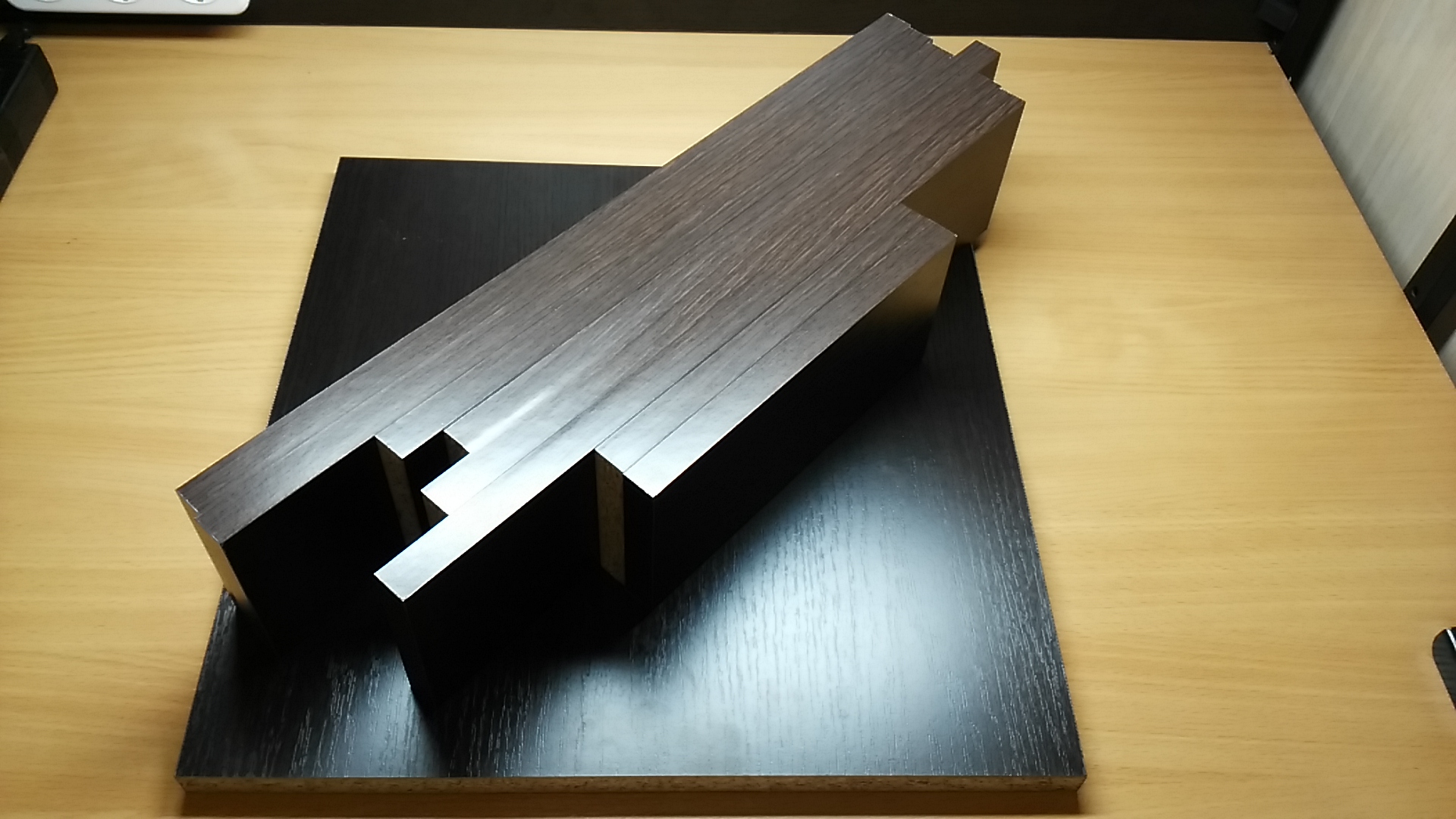
Перед сборкой необходимо посетить разборку и собрать некоторые комплектующие. Нас интересуют детали от матричного принтера EPSON. Из принтера нам понадобятся направляющие валы 4 штуки длинной 450мм. и 14мм. диаметром и шаговые двигатели EM-181 в количестве 3 штук. Для изготовления каркаса едем в ближайшую мебельную фабрику и заказываем раскрой ДСП РазмерыСтол: 100х500 2шт. 100х420 2шт. 420х410 1шт.
Портал: 100х230 2шт. 100х420 1шт. 100х465 1шт.
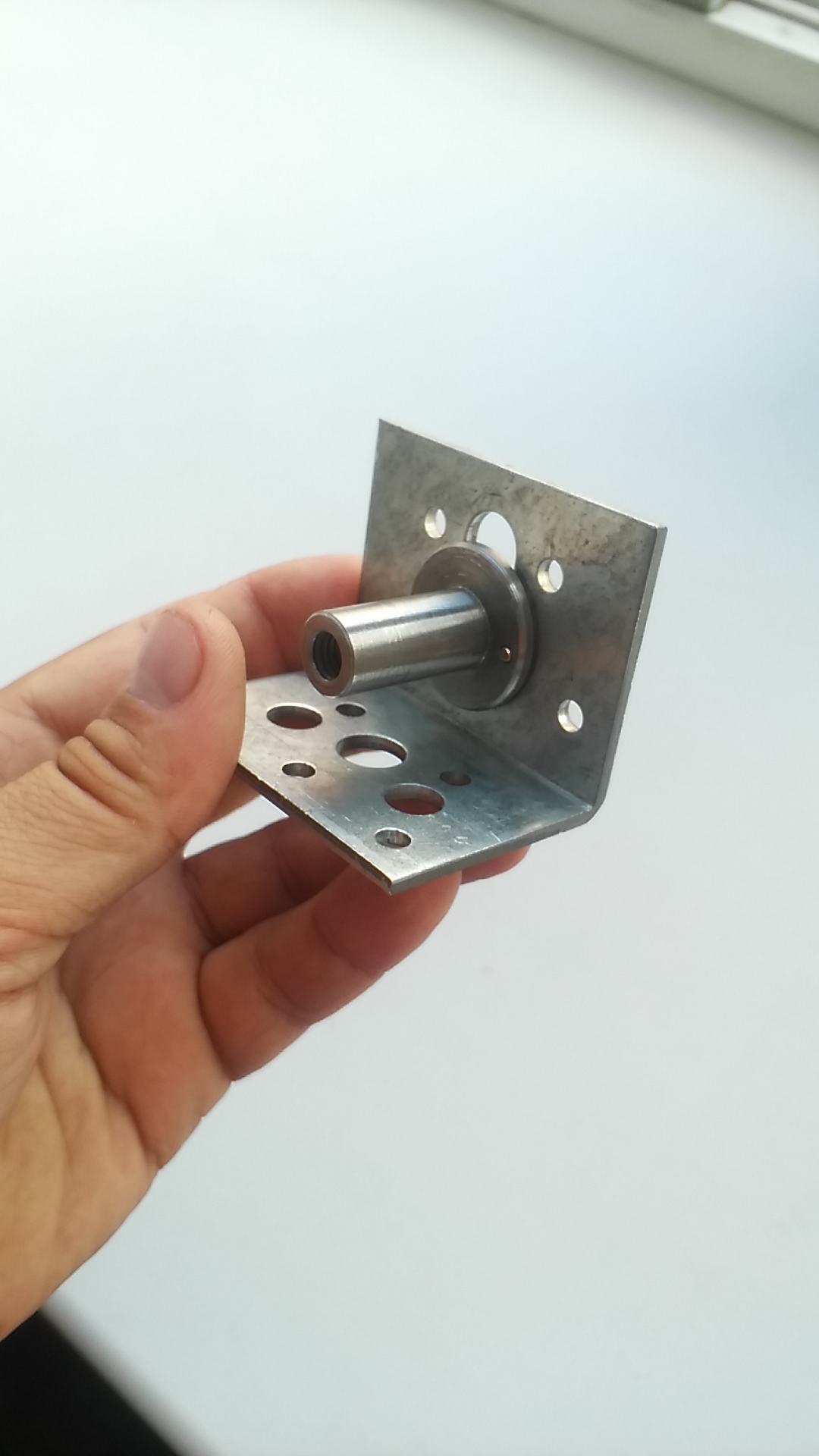
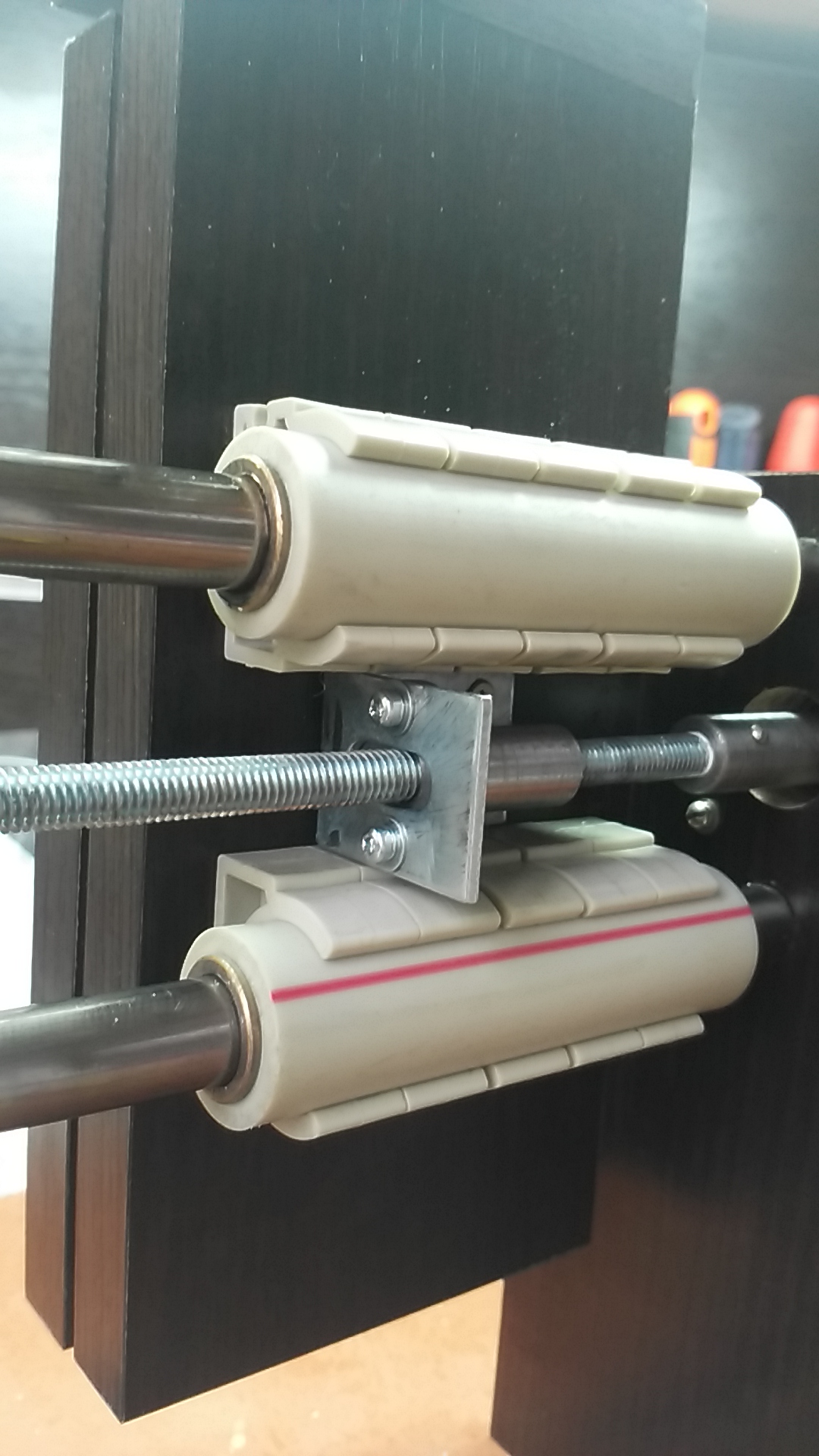
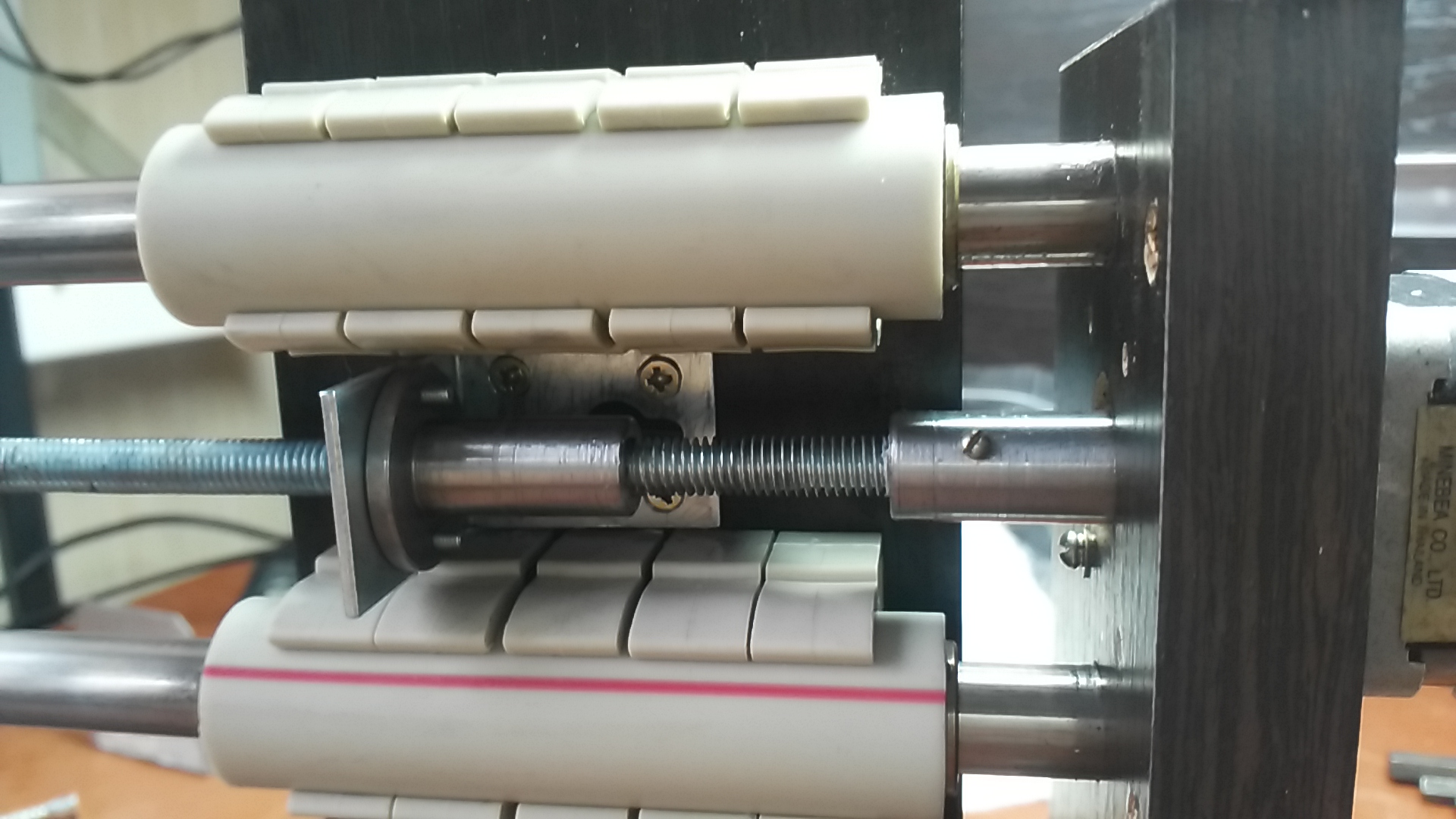
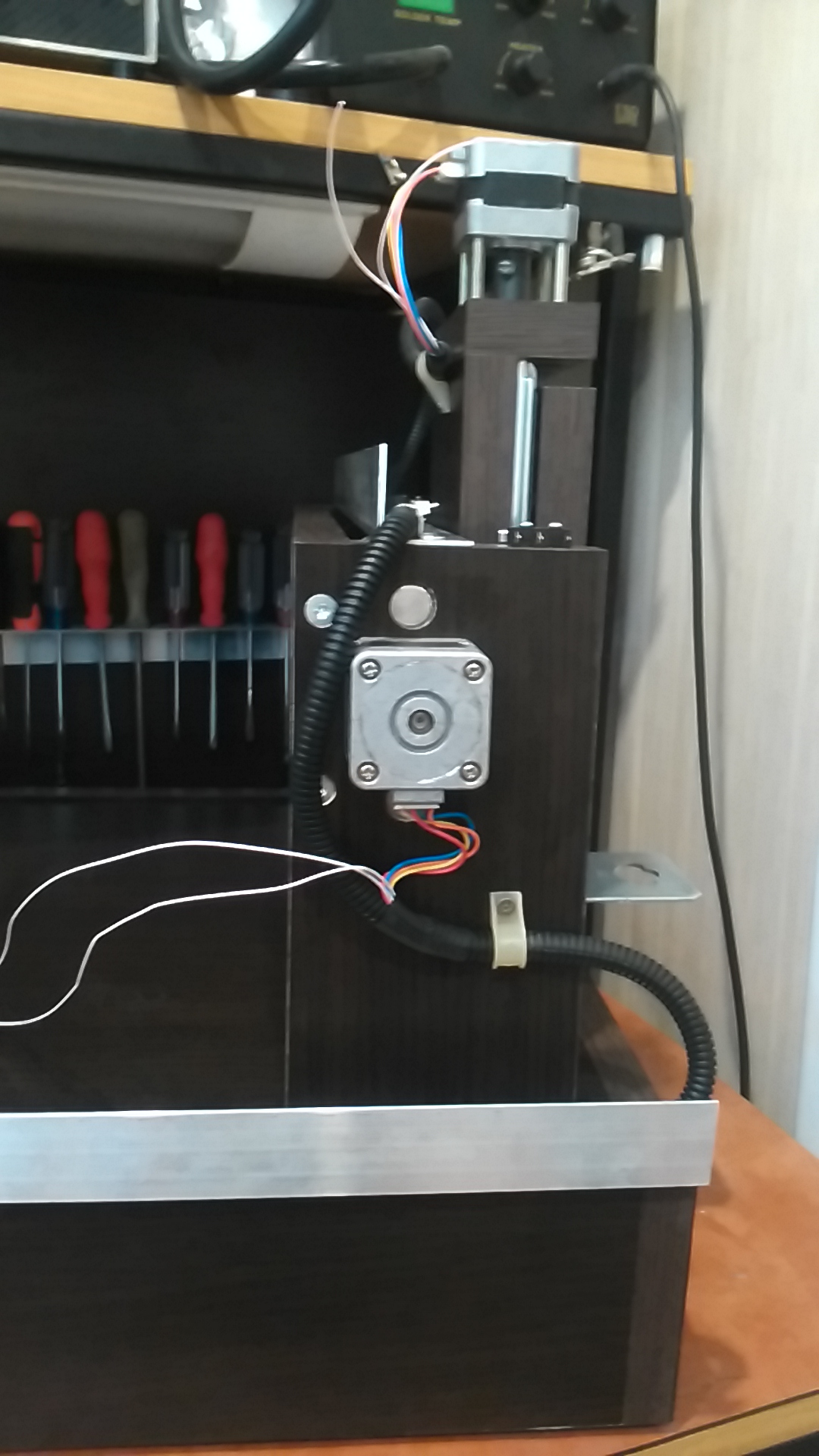
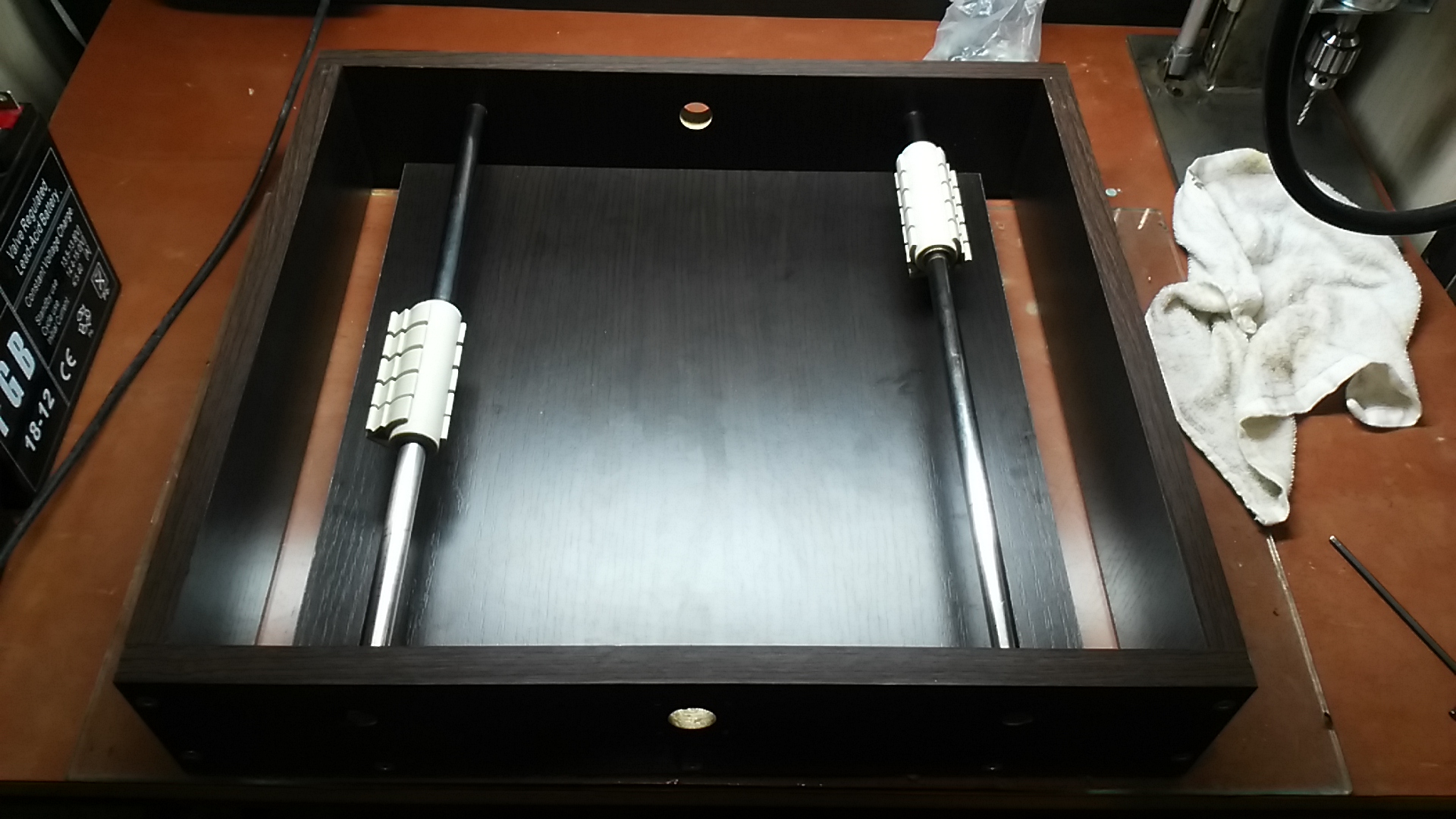
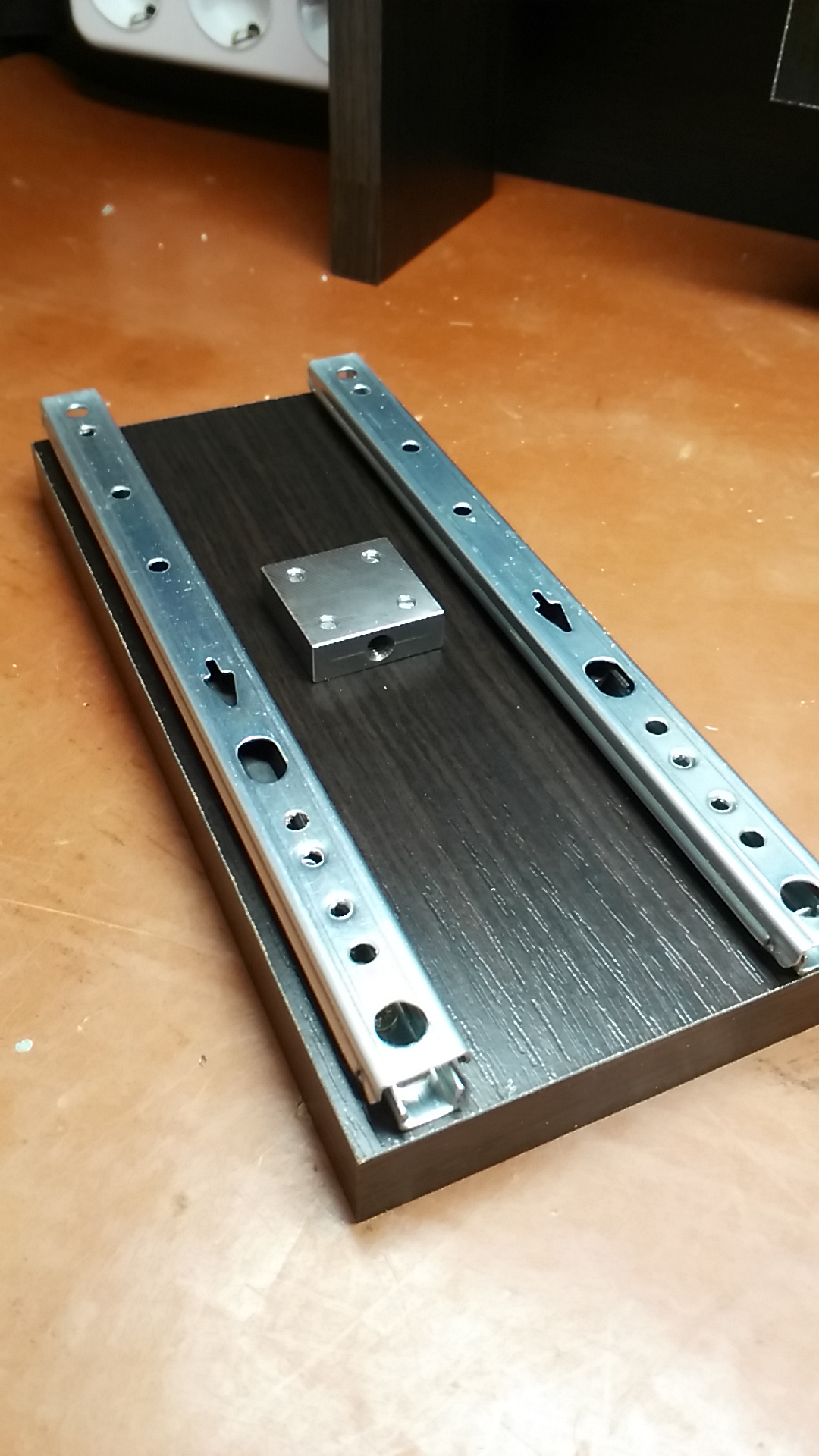
Каретка "Z" 100х215 1шт. 95х210 1шь. 100х50 1шт. Кромку наклеиваем утюгом, так дешевле. Для тех, кто занимался изготовлением мебели все будет просто. Размечаем отверстия и сверлим. Отверстия под конфирмант сверлятся или двойным сверлом или двумя разными сверлами 6 и 4 мм. диаметром. 4мм под сам шуруп и 6 под шляпку. Посадочные отверстия для подшипников и направляющих сверлятся "пером" по дереву. Хочу заметить что размеры на таких сверлах не точные, обычно они в + на 1мм. поэтому посадочные отверстия под направляющие 14мм. сверлятся пером на 13мм. для подшипников 22 мм. перо пришлось протачивать чтобы подшипник не болтался. Подшипники скольжения изготавливаем следующим образом. Идем в магазин, торгующий сантехническим оборудованием, покупаем трубу 1 метр ПВХ 25мм. и крепеж для этой же трубы. Еще нам понадобится болты и гайки. Режем трубу на отрезки 95мм и запрессовываем при помощи тисков медно-графитовые втулки от печатной каретки принтера EPSON. Важно! резать трубу надо ровно, иначе подшипники становятся криво и начинают подклинивать (О том как регулировать расскажу позже) После того как запрессовали втулки, на трубу надеваем пластиковый крепеж и наш узел принимает следующий вид. На этом этапе, мы можем собирать стол (основу нашего станка) Для сборки используем мебельный конфирмат. к крепежу трубы прикручиваем основание партала, вся конструкция принимает следующий вид. Далее таким же образом собираем портал и монтируем всю конструкцию воедино. И вот мы уже приближаемся к нашей цели. На данном этапе вы, скорее всего, столкнетесь с проблемой подклинивания подвижных узлов ближе к крайним точкам. Все дело в том, что как бы вы не старались просверлить все отверстия точно у вас этого не выйдет. Я решал эту проблему следующим образом: Брал наждачную бумагу средней зернистости, скручивал в рулон и растачивал просверленные отверстия для направляющих. После, из жести изготавливаю клинья и запрессовываю их с нужной стороны. Для того чтобы определить с какой стороны ставить клин, берем маркер, рисуем кольцо вокруг направляющего вала с обоих сторон. При движении, в местах трения маркер будет затираться. В качестве ходовых винтов были использованы строительные шпильки М8 для оси Х и У для оси Z шпилька М6 Шпильки с двигателем соединяются при помощи заказанных у токаря жестких муфт. Для ровного соединения муфты со шпилькой я использовал ФУМ ленту, она же выполняла роль некого демпфера. Собранная конструкция просверливалась сбоку, И вставляется стопор предотвращающий раскручивание. ВАЖНО! нельзя закручивать резьбовые соединения до упора, их перекашивает. (Я рекомендую приобрести готовые муфты, стоят они 1-2$ не дорого и работать будет лучше) Далее изготавливаем ось Z нам понадобится комплект мебельных направляющих и заказанная у токаря ходовая гайка. Выглядит все это следующим образом. Двигатель оси Z крепим на стойках чтобы не мешала муфта. В собранном виде все это выглядит так. В качестве шпинделя был использован ручной гравер RIOBY мощностью 150 Ват. Для крепления был использован строительный уголок. Ходовые гайки осей X и Y заказывались у токаря и крепятся на строительные уголки, выглядят все это следующим образом (гайку лучше делать из бронзы или капролона) Все болтовые соединения имеют небольшую свободу для регулировки перед окончательной затяжкой. Это поможет избежать подклинивания. Главная задача при изготовлении этого узла избежать заедания при крайних положениях. Собираем узел, болты не затягиваем, перемещаем в крайнее положение, необходимо убедится, что шпилька вращается свободно, затягиваем болты. Если после затяжки шпилька вращается туго, ослабляем болты, определяем причину подклинивания, при необходимости используем проставки и затягиваем все обратно. На этом механические работы заканчиваются. Шпильки на противоположной стороне от двигателя закрепляются в подшипниках, перед установкой необходимо прикрепить упор для подшипника. Изготавливаем упор из строительной шайбы. Важный нюанс, подшипники на шпильку устанавливаем на подложку из жести, ее нужно обернуть вокруг шпильки, поверх насаживаем подшипник и зажимаем с обоих сторон гайками. Стоит обратить внимание, что гайки следует зажимать не сильно, в противном случае шпильку выгнет дугой. Гайки затягиваются так чтобы не было люфта, после фиксируются клеем.
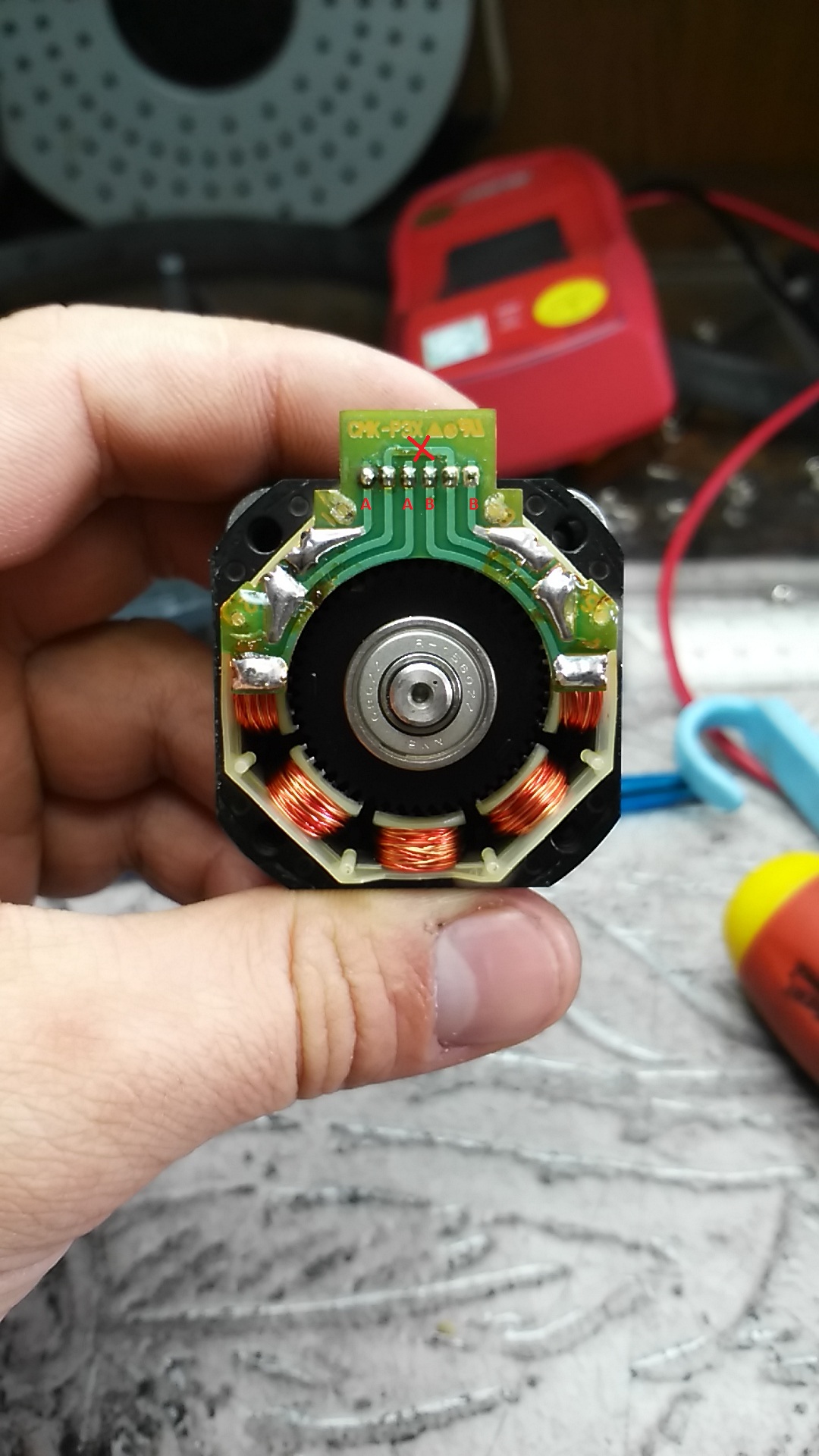
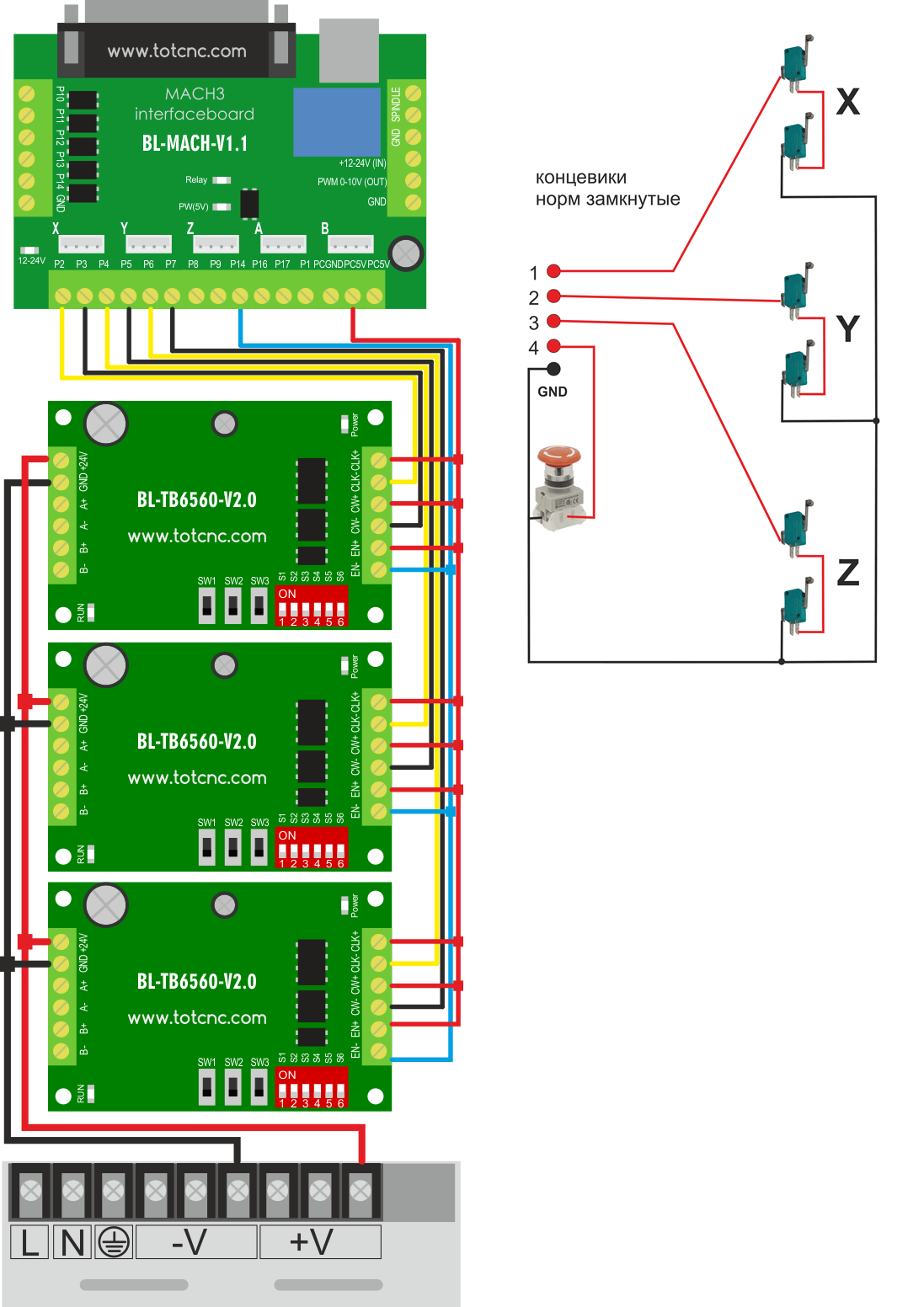
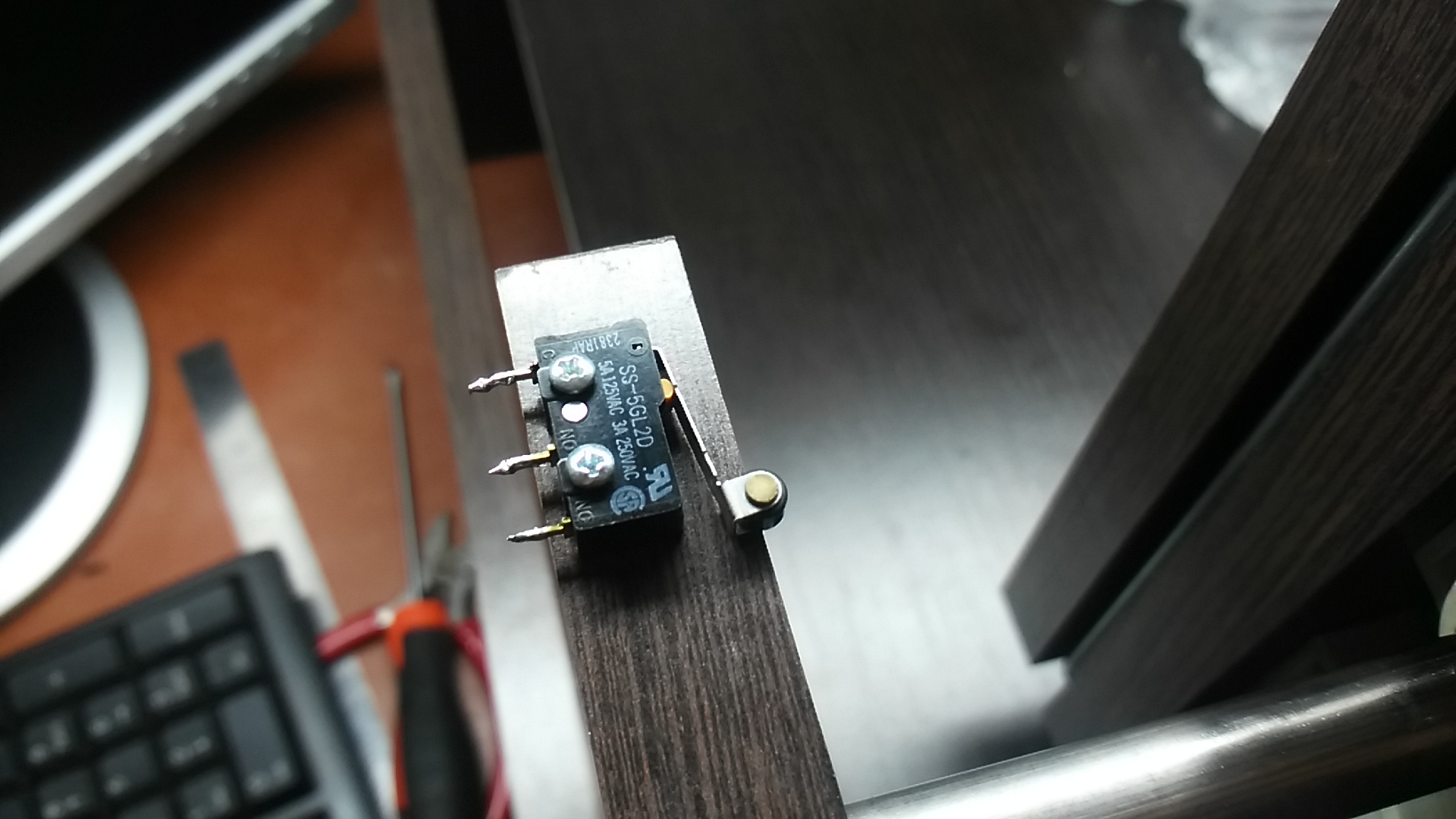
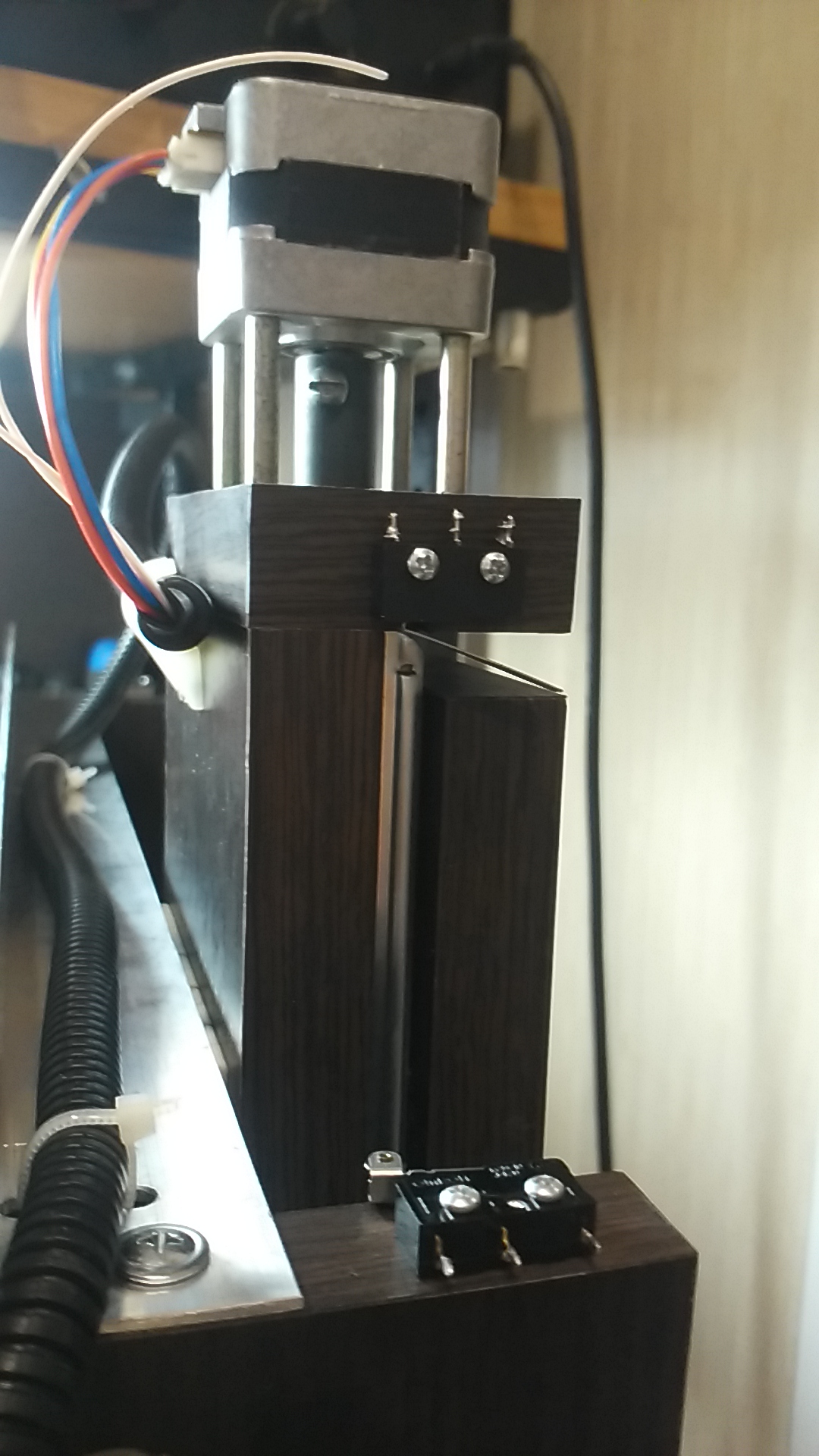
Для крепления заготовок в столе сверлим отверстия и с нижней стороны вставляем шип-гайку. Собственно на фотографии все видно. Далее нам предстоит размещение концевых выключателей (лимиты рабочего поля) подключение и настройка электроники. Изначально планировалось собирать электронику самостоятельно, но изучив схемы, стоимость комплектующих и необходимое время на изготовление плат было принято решение покупать готовое. Изучив предложения в интернете, сравнив цены были приобретены: интерфейсная плата с опторазвязкой BL-MACH-V1.1 $ 5.03 драйверы шаговых двигателей BL-TB6560-V2.0 $ 4.84 за 1 штуку Начнем с доработки двигателей. Двигатели EM-181 униполярные, это значит, что они имеют 4 обмотки соединенные определенным образом. Драйверы, которые мы используем, работают с биполярными двигателями, в которых 2 обмотки. Откручиваем 4 болта и снимаем заднюю крышку двигателя. Необходимо перерезать дорожку в обозначенном месте. Контакты обмотки 1 обозначены буквами "А" обмотки 2 буквами "В" Подробно описывать подключение всей электроники смысла нет, просто покажу фотографии из которых все предельно понятно. Одно только хочу заметить, что концевики не будут работать пока к плате опторазвязи кроме 5V от USB не будет подключено 12V. не знаю почему но нигде в описании я этого не нашел и долго не мог понять почему MACH не запускался. В качестве кабелеукладчика в автомагазине были приобретена пластиковая гофра диаметром около 10 мм. Кабель канал сделан из алюминиевого уголка.
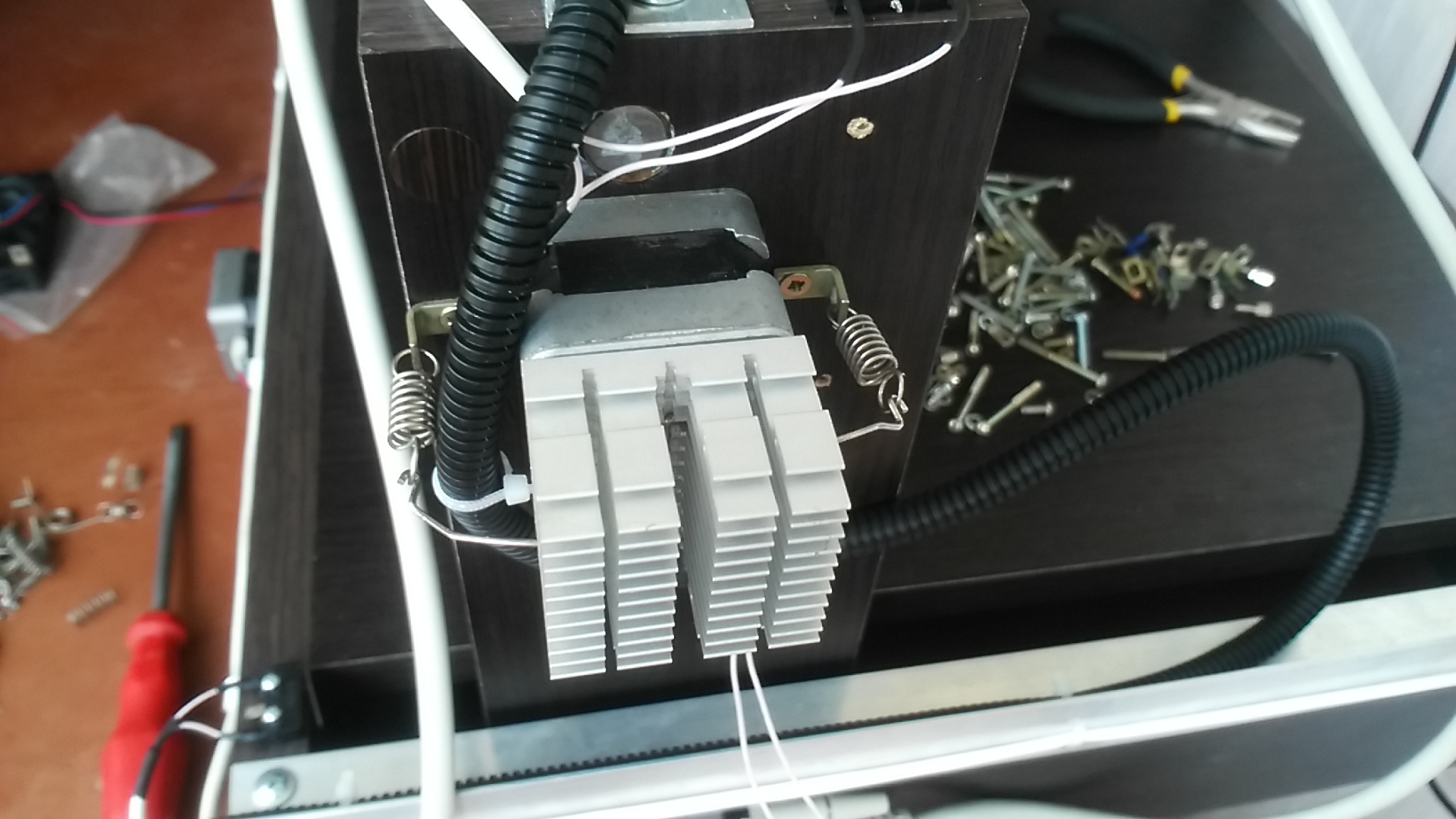
При пробных прогонах станка были неверно настроены драйверы, а точнее ток был выставлен на 3а что не понравилось двигателям и через 20 минут из них пошел дым. Для того чтобы это больше не повторилось, ток был ограничен на уровне 1.2а и были установлены радиаторы и вентиляторы охлаждения. (Позже в процессе эксплуатации выяснилось, что двигатели разогреваются сильно на малой подаче, при правильно выставленном значении тока и подаче в 10-15 мм/с. двигатели греются не сильно) Электронику упаковываем в симпатичный корпус, нашел случайно на рынке, стоил 4$ подошел идеально. Подробно и с картинками о настройке драйверов можно прочитать здесь.
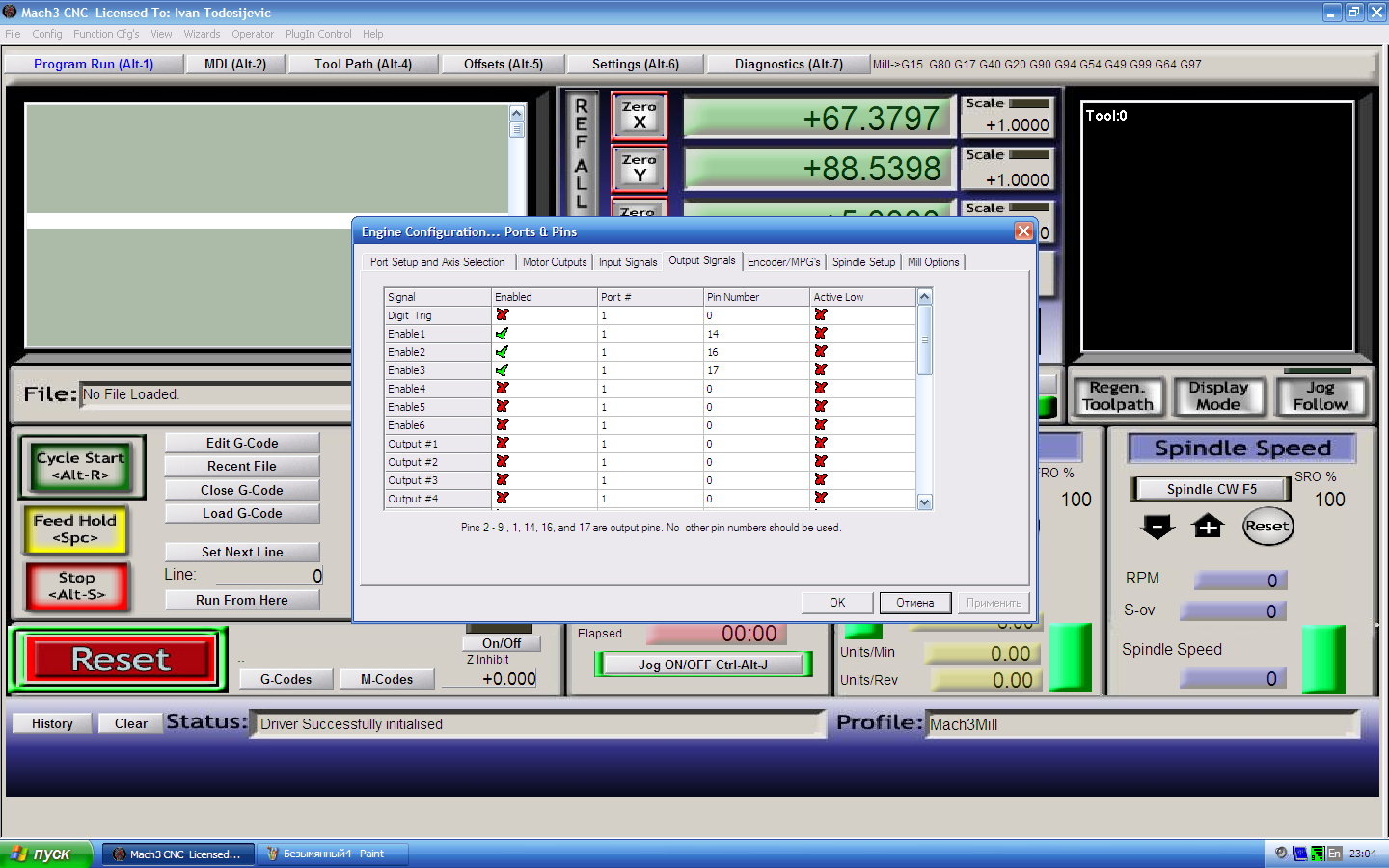
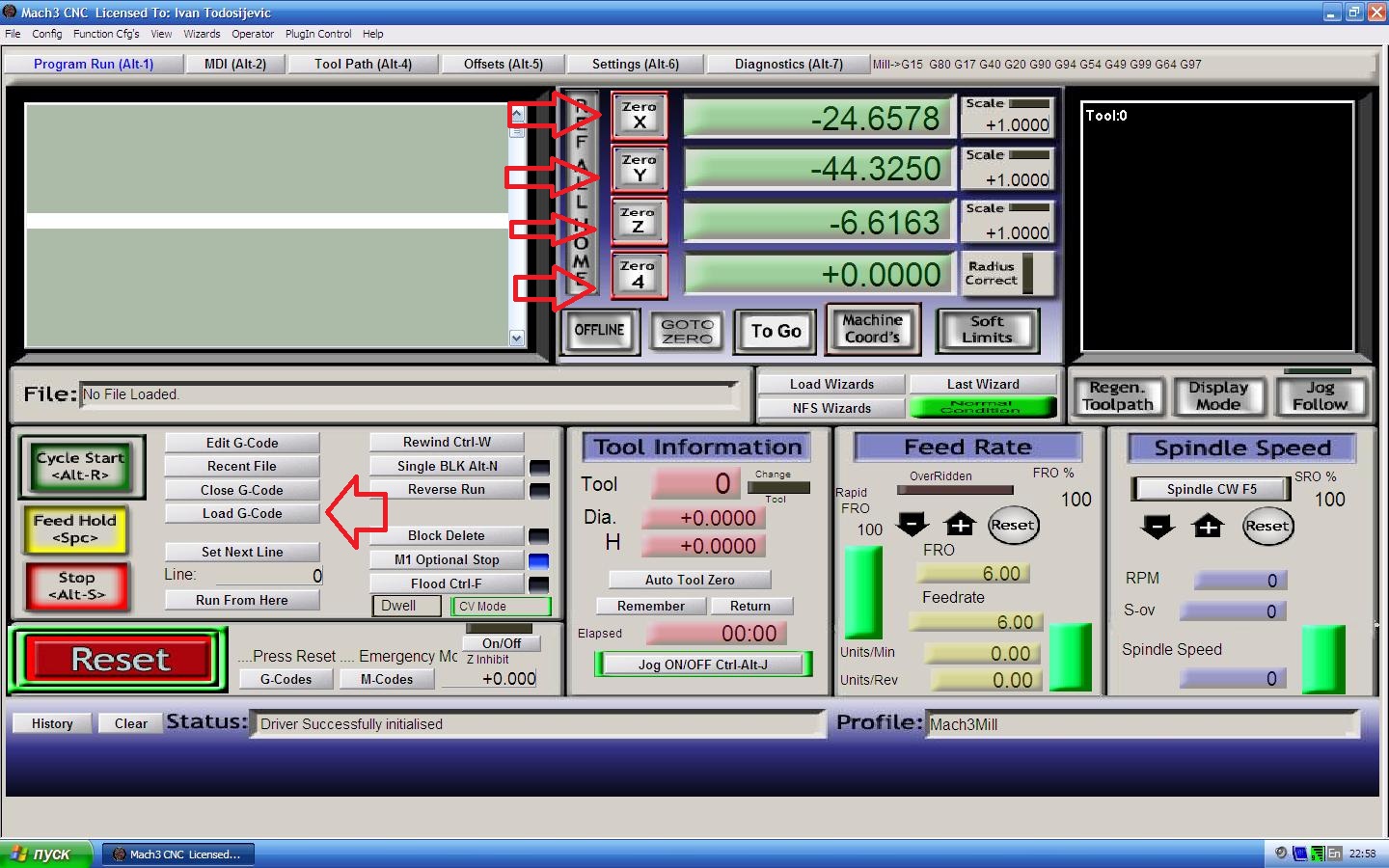
НАСТРОЙКА MACH3 Теперь пара слов о настройке программы управления MACH3. В тонкости вдаваться не буду, опишу необходимый минимум, как заставить моторы вращаться в нужную сторону и на нужное расстояние. Скачиваем и устанавливаем программу mach3.
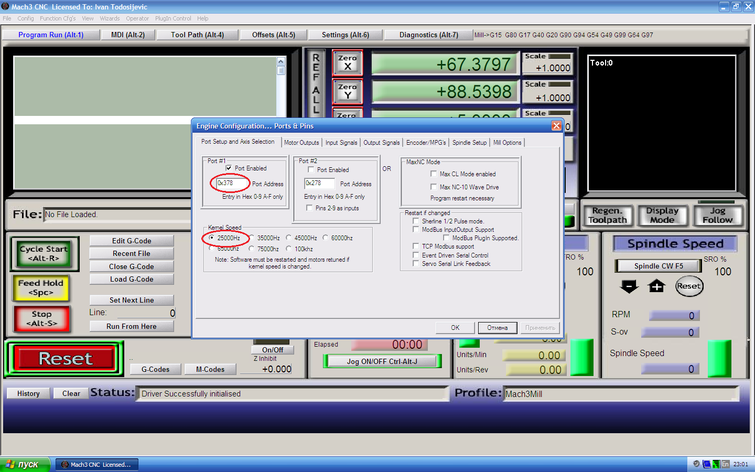
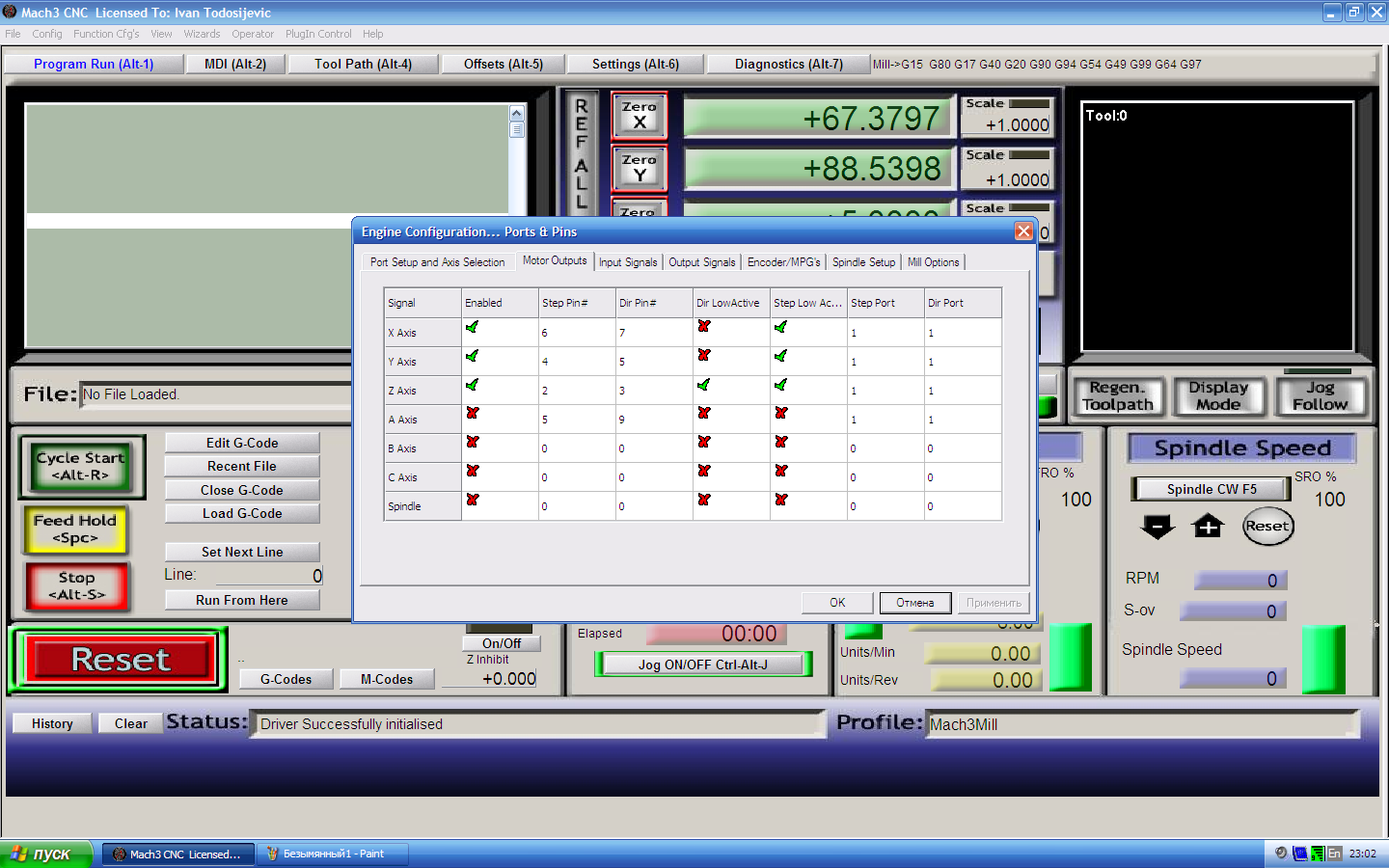
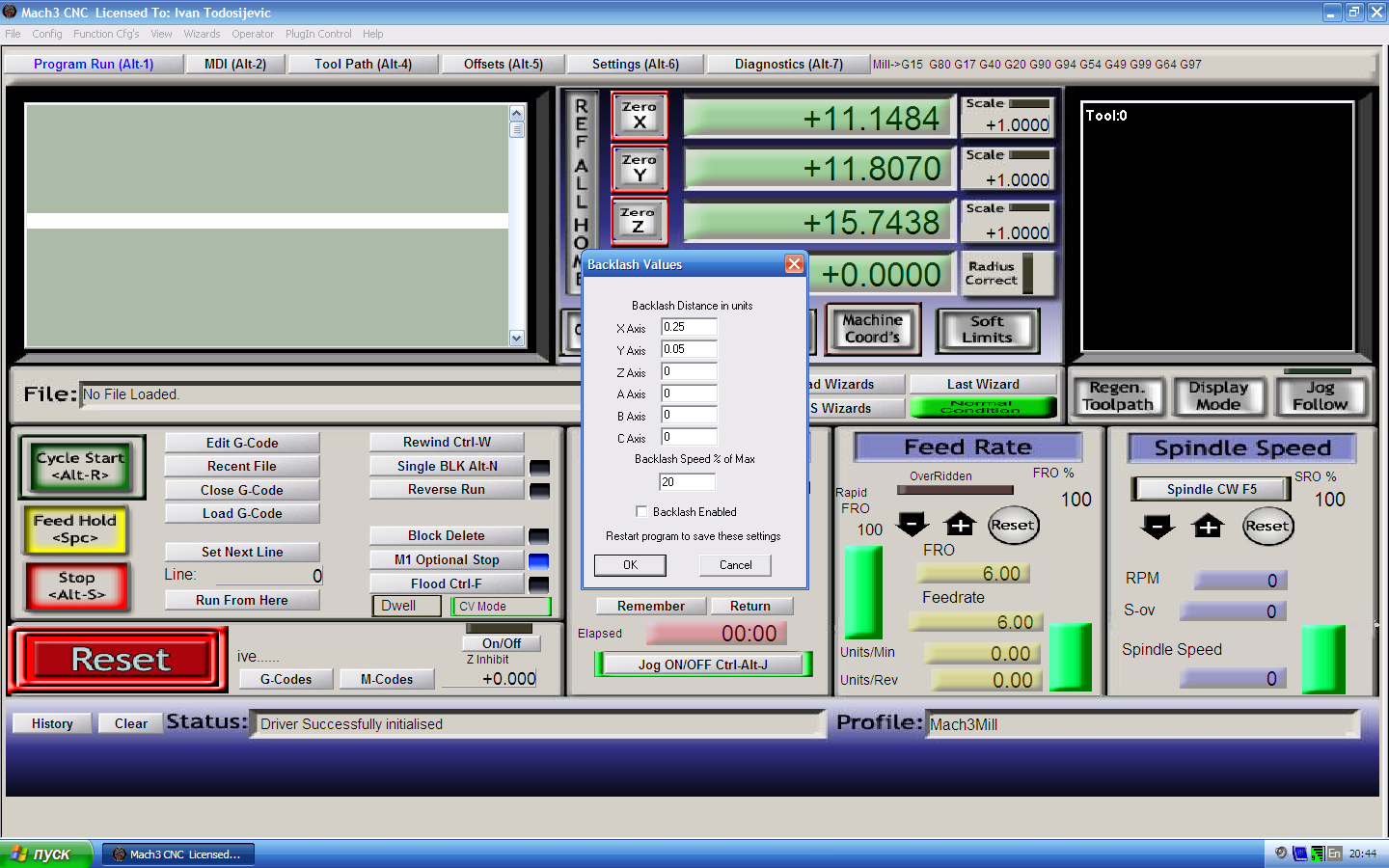
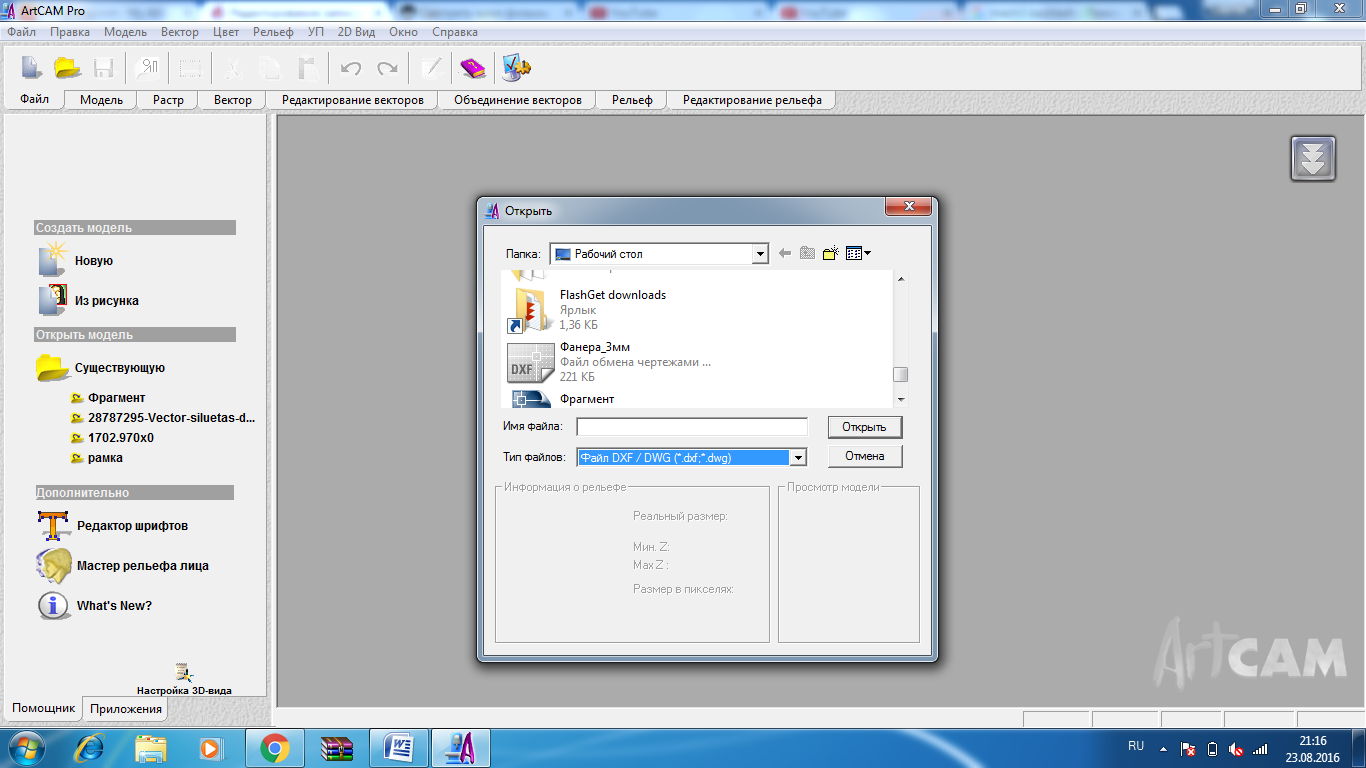
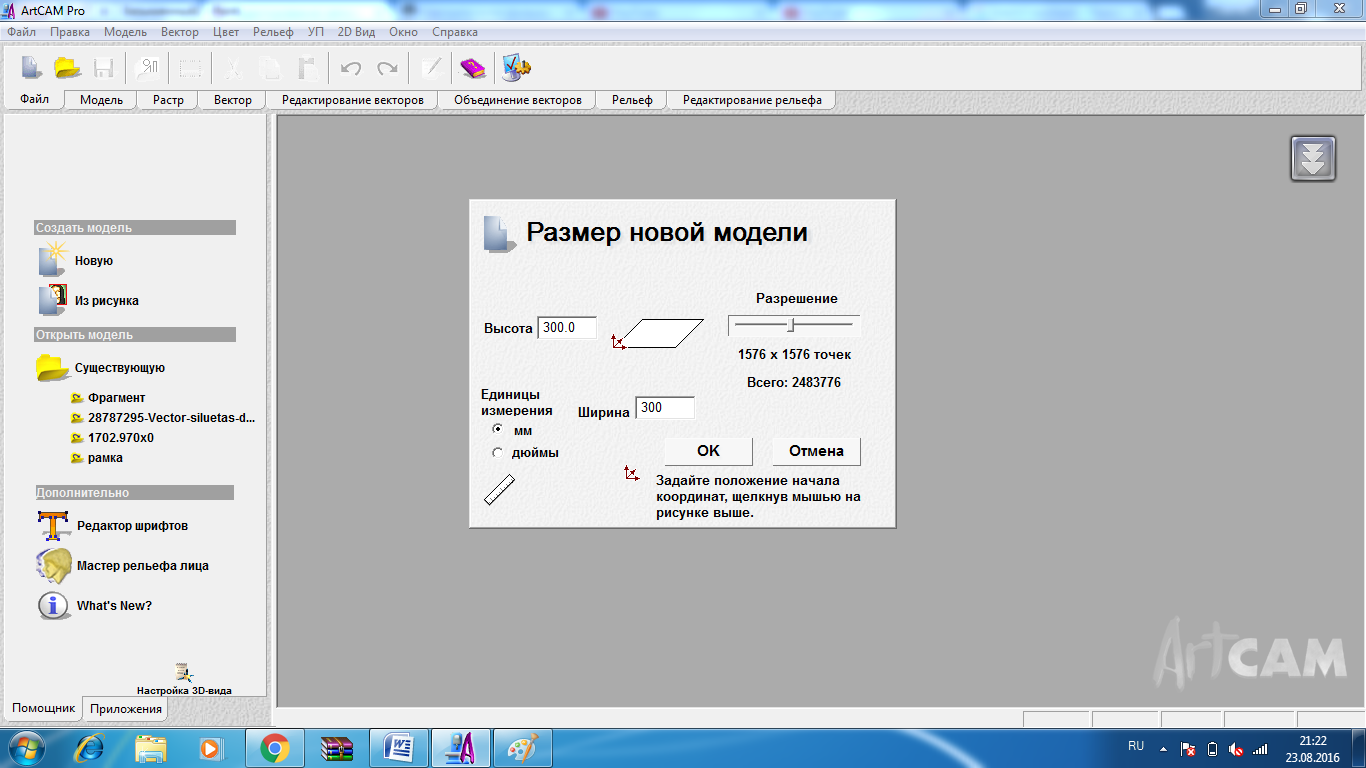
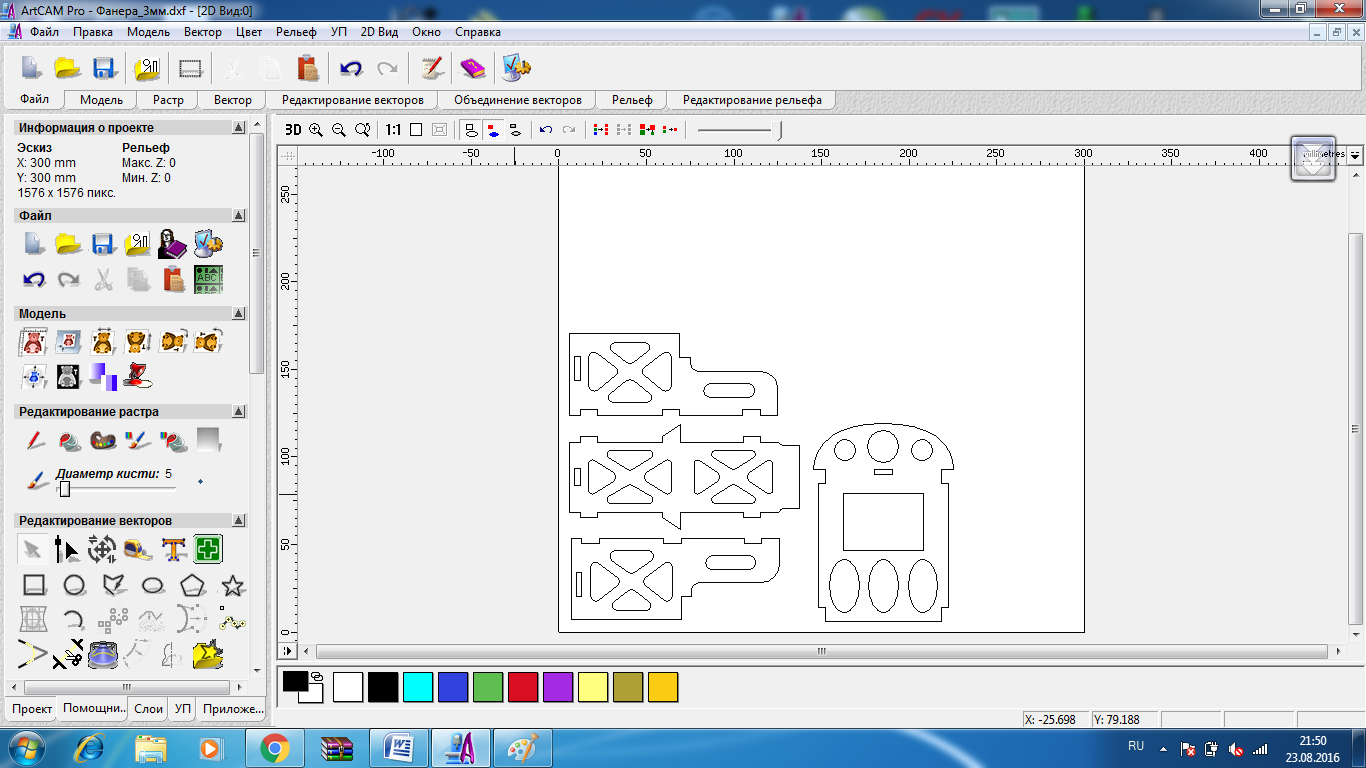
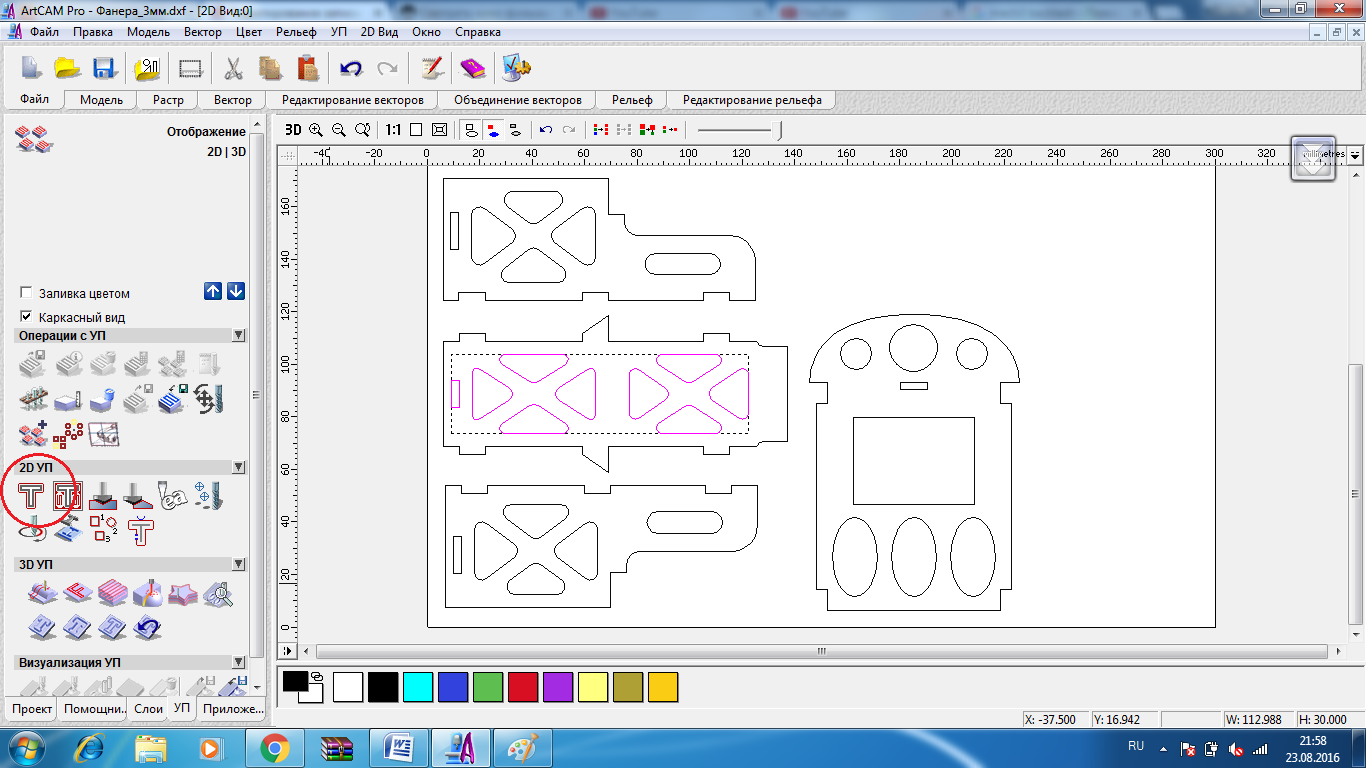
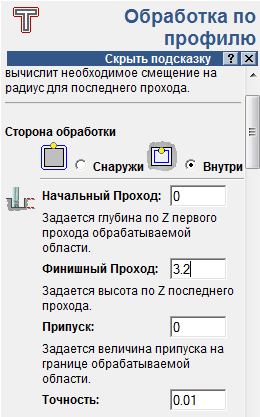
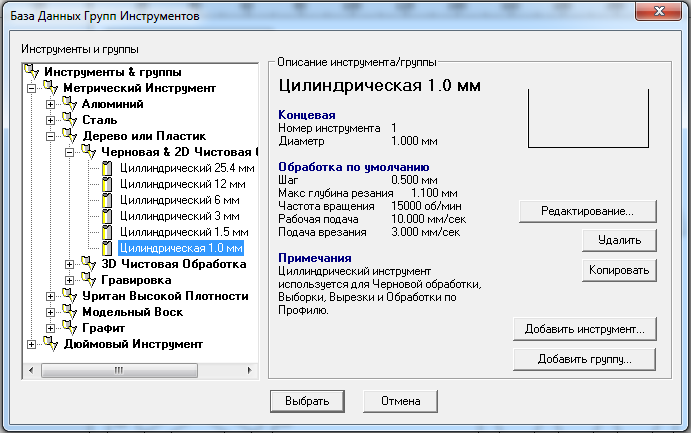
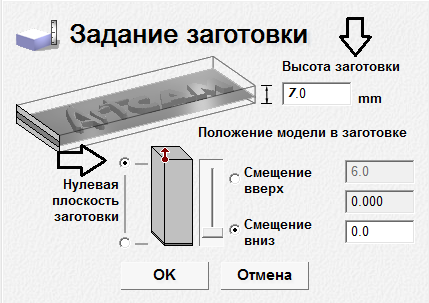
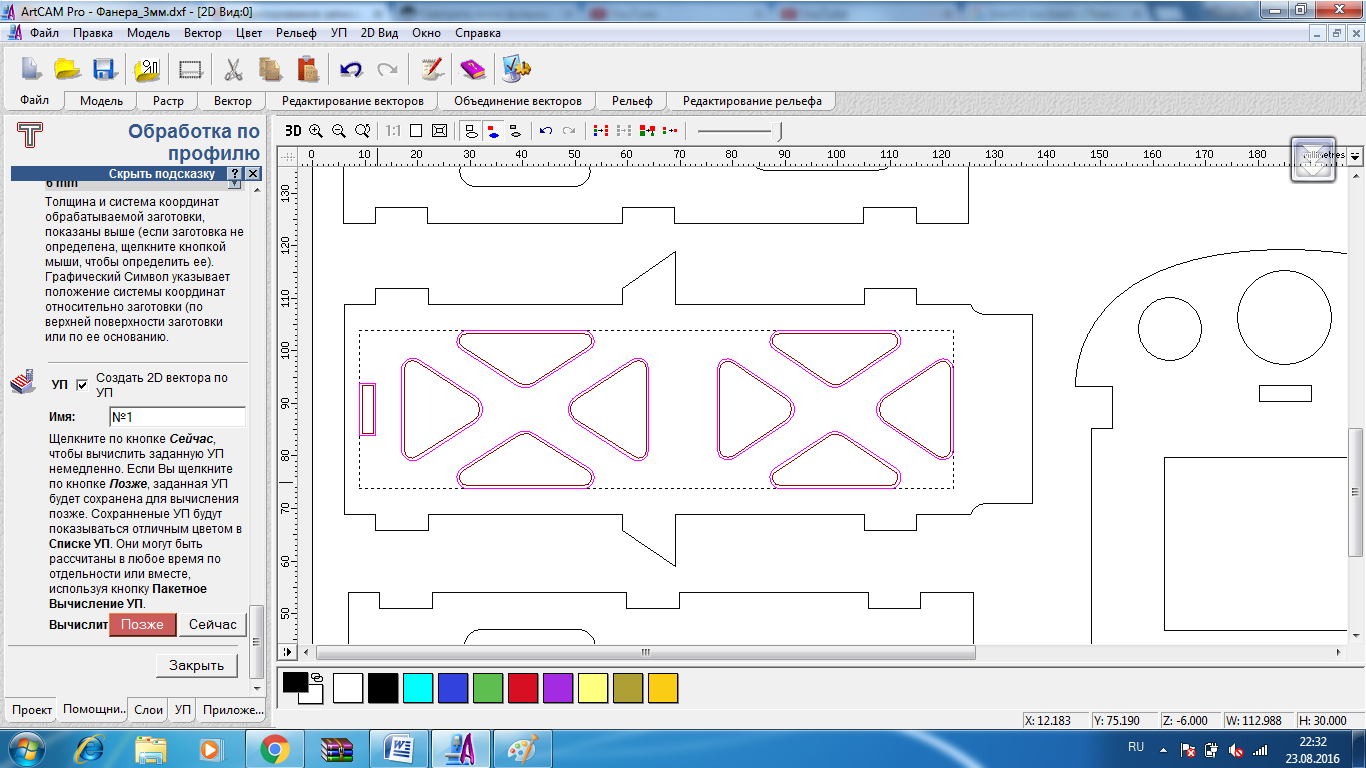
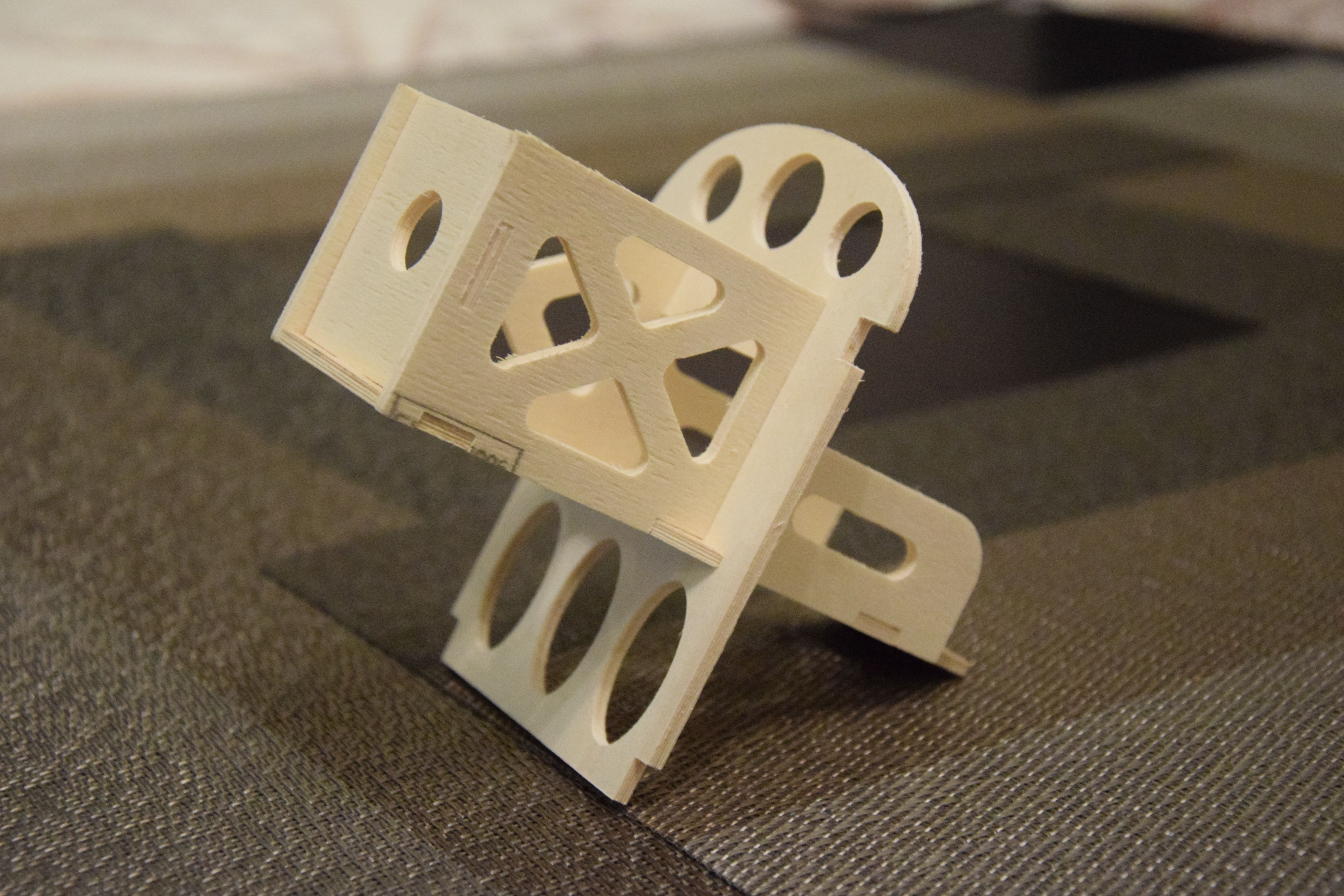
Установка порта: В меню "config"(«Конфигурации») выбираем "Port and Pins" (Порты и Пины) ставим галку на нужный порт. Частоту ядра выбираем 25000Hz чтобы разогнать станок на нормальную скорость, на драйверах устанавливаем делитель 1:8 Настройка пинов управления двигателями: Выберите вкладку "Motor Outputs"(«Выходы двигателей») Ставим галочки напротив осей X,Y,Z. Тем самым мы делаем их активными. Смотрим, к каким портам платы опторазвязки подключены наши драйверы и вписываем эти номера в поля "Step" (шаг) и "Dir" (направление) галочки "Step low active" отвечают за реверс вращения двигателей "step low active" шаг двигателя при положительном или отрицательном импульсе. Концевые выключатели и кнопка экстренной остановки:Концевики установленные на осях работают как индикатор достижения крайнего положения рабочего поля. Это предотвращает поломку механики. При срабатывании выключателя в процессе работы станок просто остановится. В данном случае ось "X" подключена к 13 порту "Y" к 12 порту "Z" к 11 порту платы опторазвязки. Кнопка E stop подключена к 15 порту и срабатывает при замыкании. Теперь один очень важный момент. Даже если драйверы подключены правильно и пины управления подключены без ошибок двигатели не будут вращаться без команды включения. Переходим на вкладку ''output signale'' и ставим, галочки напротив "enable'' номер порта прописываем тот, к которому подключен контакт ''EN-'' теоретически их можно подключить на один порт, но я все 3 драйвера подключен на порты 14-16-17 Вот и все, мы закончили настройки. Остался один маленький штрих. Ходовые гайки у нас без компенсации люфтов, и убрать их в таком исполнении убрать тяжело. Разработчики программы позаботились об этом и нам нужно всего лишь включить функцию компенсации и задать их величину. В меню "config"(«Конфигурации») выбираем "Backlash" Ставим галочку включить и прописываем значения для каждой оси. Работа в ArtCAM Чтобы статья получилась полноценной расскажу в вкратце как работать в программе "ArtCAM pro". В качестве примера возьмем чертеж моторамы от самолета "MicroAngel" в формате *.dxf Открываем ArtCAM выбираем "файл" - "открыть" в поле тип файлов выбираем *.dxf В меню "размер новой модели" задаем высоту и ширину нашей заготовки из фанеры, которую мы закрепили на рабочем столе. Чтобы не испортить стол станка заготовку я креплю прижимами на подложке из потолочной плитки или подложки для ламината. Задаем размер заготовки 300х300 и нажимаем 2 раза "ОК" Компонуем элементы от нижнего левого угла, это по умолчанию нулевая точка. Вначале необходимо вырезать внутренние элементы. Для этого в нижнем левом углу панели инструментов выбираем "УП" Выделяем часть внутренних элементов и в разделе "2D УП" выбираем "обработка по профилю" В поле "сторона обработки" выбираем внутри начальный проход оставляем "0" это верх нашей заготовки. Финишный проход ставим чуть больше толщины фанеры. В данном случае фанера 3мм. значит, в поле финишный проход ставим 3.2мм. Далее "плоскость безопасности" тут все понятно, это высота перемещения инструмента над заготовкой. Следующий пункт выбор инструмента. Выбираем из библиотеки инструмент, при необходимости корректируем скорость подачи, скорость заглубления инструмента и максимальная глубина за проход. В данном случае фреза кукуруза диаметром 1мм. Подача инструмента 10 мм/с Заглубление 3мм/с Максимальная глубина за проход 1.1мм. При такой глубине заготовка будет прорезана за 3 прохода. Нажимаем "выбрать" В поле "заготовка" нажимаем определить. Нулевую плоскость заготовки выбираем вверху, смещение вниз, высота заготовки 7мм. это толщина подложки 4мм. и 3мм. толщина фанеры. Далее пишем имя данного участка "УП" например №1 и нажимаем "сейчас" На чертеже по внутренней стороне обрисовывается вектор движения инструмента. Так же выделяем и остальные внутренние элементы, настройки режима обработки не меняем! Каждому новому элементу присваиваем новое название, например №2-№3 и т.д. Для обработки внешнего контура в самом начале выбираем обработку по внешнему контуру, присваиваем имя и нажимаем "сейчас". Чтобы деталь не вывалилась из заготовки по завершению обработки, выделяем внешний вектор и выбираем функцию "создания переходов". Высоту и ширину переходов задаем 1мм. в поле "постоянное количество" ставим 3-4 шт. Нажимаем создать переходы.
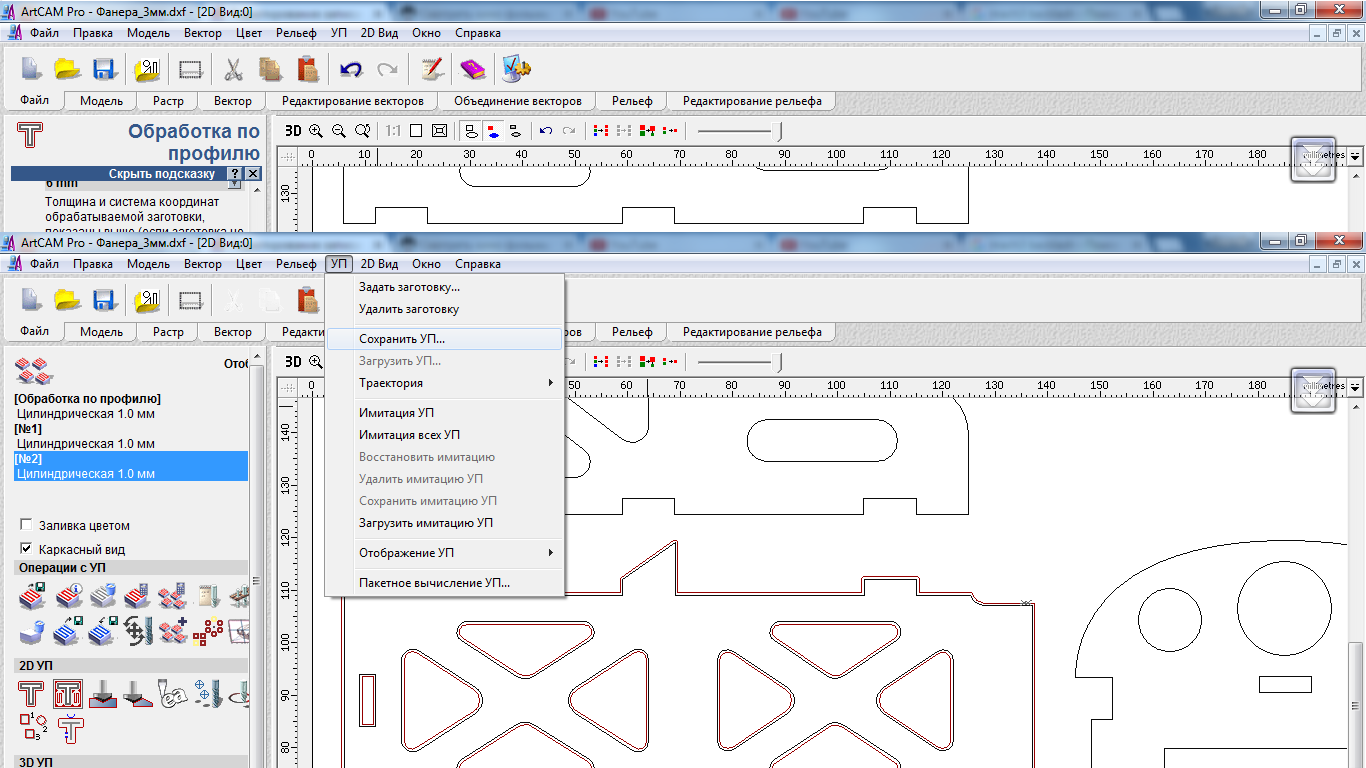
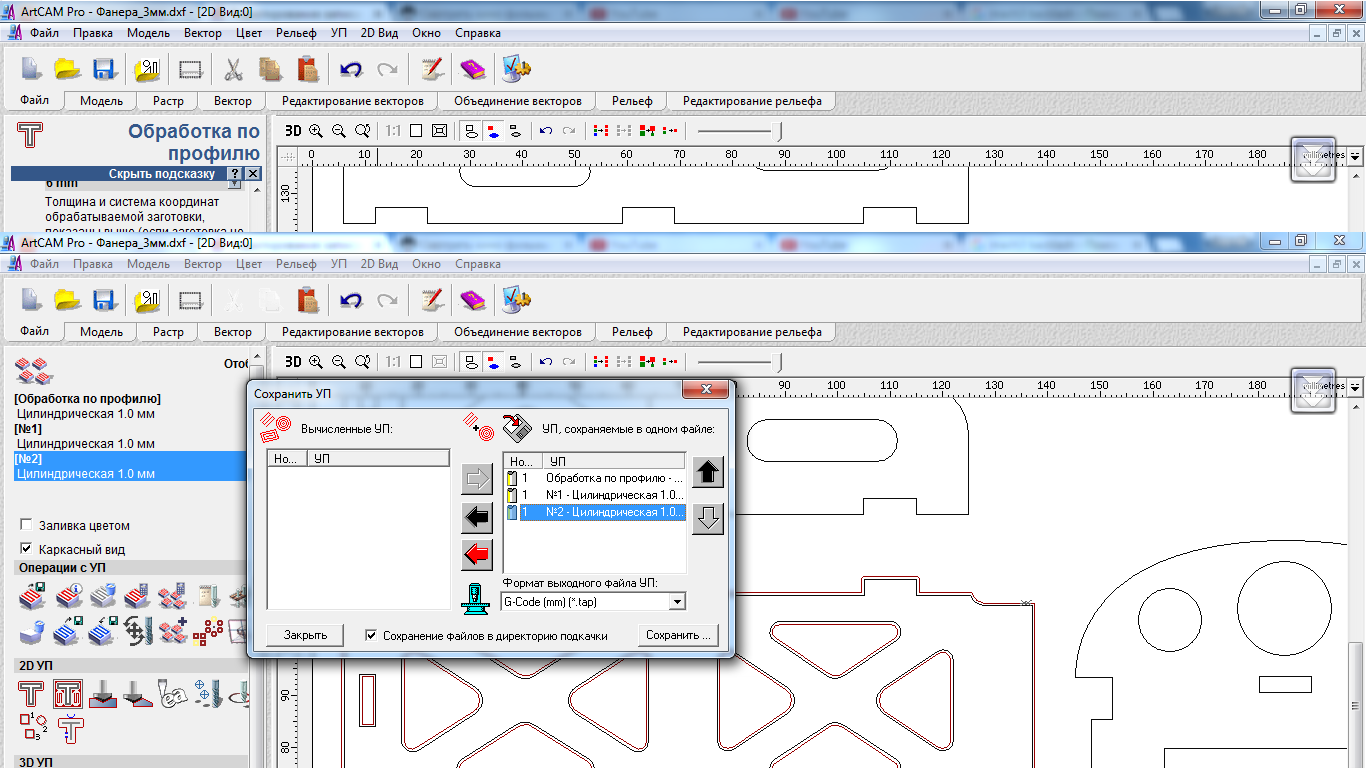
По завершению необходимо сохранить "УП" вверху выбираем "УП" - "Сохранить УП" В левом окне у нас список всех созданных нами подпрограмм обработки. В какой последовательности мы перенесем их в правое окно в такой, и будет, производится обработка. Переносим все вправо и нажимаем сохранить и присваиваем нашей программе имя. Все, наша программа готова к загрузке в "mach3"
Программа для нашего станка готова. Крепим нашу заготовку из фанеры. Включаем станок, стрелками на клавиатуре перемещаем шпиндель в нулевую точку (у нас это левый нижний угол) кнопками "PgUp" "PgDn" опускаем фрезу так, чтобы она коснулась заготовки. Затем в меню "MACH3" устанавливаем нулевое положение по всем осям и загружаем нашу программу нажатием кнопки "Load G-Code". Включаем шпиндель, нажимаем кнопу "Cycle Start" и идем пить кофе. Есть один важный момент. Фанера может быть кривая или при фиксации к столу ее может слегка выгнуть. На большой площади этот перепад может быть до 1мм. Станочек не сильно мощный и фрезы тонкие. Глубина обработки у нас выставлена 1мм за проход, а при изгибе фанеры заглубление может оказаться 1.5-2 мм. фреза начнет гореть или даже может сломаться. Поэтому я прогоняю фрезу над заготовкой и смотрю максимальную высоту и при обработке учитываю эту погрешность. После того как станок закончит свою работу наслаждаемся результатами :) После настройки станка и пробных прогонов пришлось выполнить заказ жены, так сказать компенсация за шум и пыль)) Собственно вот такая рамка для детской фотографии моей дочери. На последок небольшое видео работы станка.
Спасибо всем за внимание, я надеюсь эта статья поможет новичкам, вдохновит их и поможет творчески развиваться.



















 Важно! резать трубу надо ровно, иначе подшипники становятся криво и начинают подклинивать (О том как регулировать расскажу позже) После того как запрессовали втулки, на трубу надеваем пластиковый крепеж и наш узел принимает следующий вид.
Важно! резать трубу надо ровно, иначе подшипники становятся криво и начинают подклинивать (О том как регулировать расскажу позже) После того как запрессовали втулки, на трубу надеваем пластиковый крепеж и наш узел принимает следующий вид. 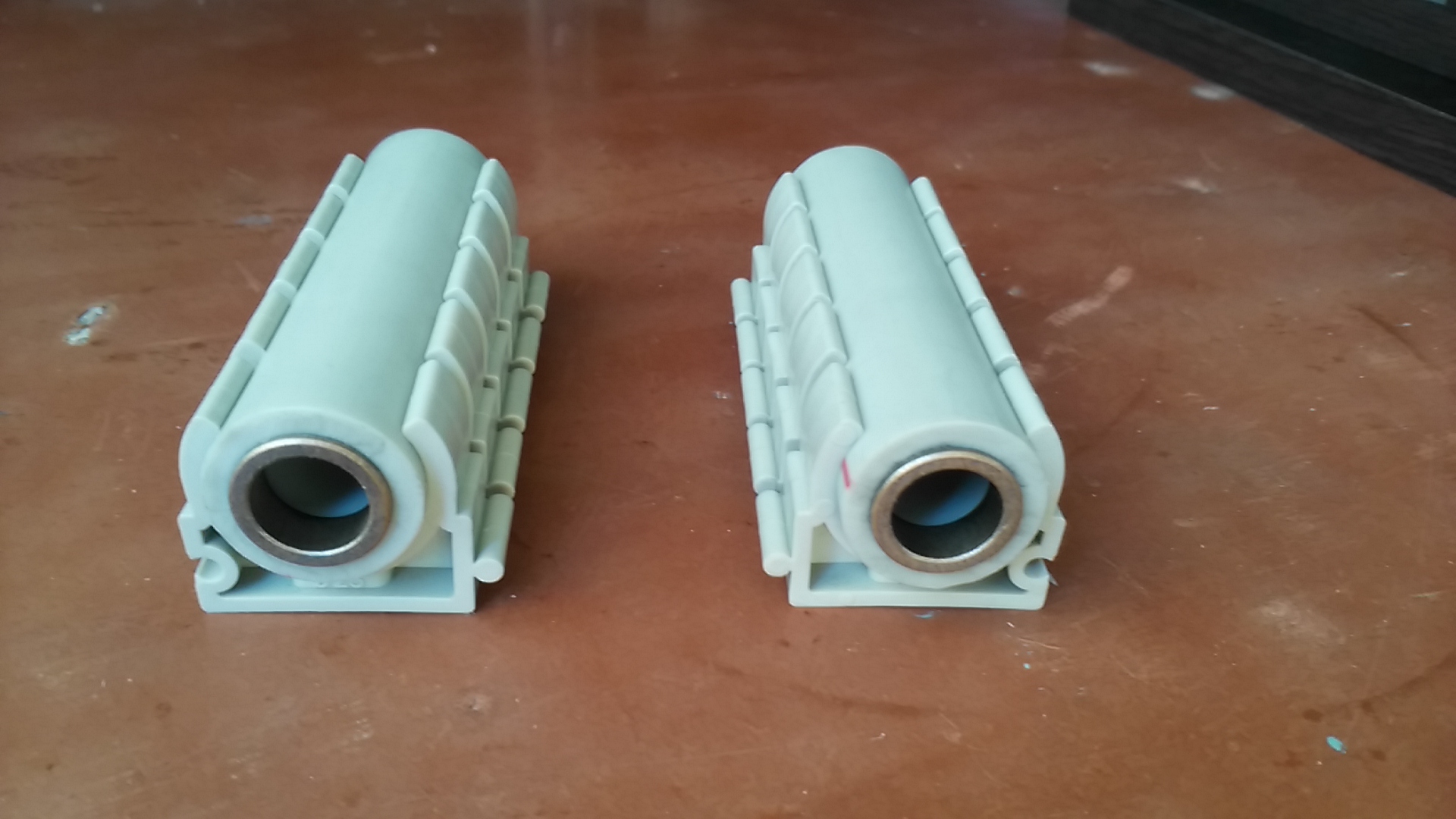

 В качестве ходовых винтов были использованы строительные шпильки М8 для оси Х и У для оси Z шпилька М6 Шпильки с двигателем соединяются при помощи заказанных у токаря жестких муфт. Для ровного соединения муфты со шпилькой я использовал ФУМ ленту, она же выполняла роль некого демпфера. Собранная конструкция просверливалась сбоку, И вставляется стопор предотвращающий раскручивание. ВАЖНО! нельзя закручивать резьбовые соединения до упора, их перекашивает. (Я рекомендую приобрести готовые муфты, стоят они 1-2$ не дорого и работать будет лучше)
В качестве ходовых винтов были использованы строительные шпильки М8 для оси Х и У для оси Z шпилька М6 Шпильки с двигателем соединяются при помощи заказанных у токаря жестких муфт. Для ровного соединения муфты со шпилькой я использовал ФУМ ленту, она же выполняла роль некого демпфера. Собранная конструкция просверливалась сбоку, И вставляется стопор предотвращающий раскручивание. ВАЖНО! нельзя закручивать резьбовые соединения до упора, их перекашивает. (Я рекомендую приобрести готовые муфты, стоят они 1-2$ не дорого и работать будет лучше) 


 В качестве шпинделя был использован ручной гравер RIOBY мощностью 150 Ват. Для крепления был использован строительный уголок.
В качестве шпинделя был использован ручной гравер RIOBY мощностью 150 Ват. Для крепления был использован строительный уголок.