

Автор: Эдуард Ав
Первый станок экспериментальный вариант.
 Большая благодарность VRI-CNC за предоставленную схему контроллера и программу, которую я использовал с этим станком.
Большая благодарность VRI-CNC за предоставленную схему контроллера и программу, которую я использовал с этим станком.
Станок №2




Начнём со станины она должна быть достаточно прочной и ровной, это основа от которой будет зависеть точность расположения направляющих и всей конструкции в целом поэтому я применил не хитрое приспособление которое вы видите на фото по одному на каждый угол, цель его, выровнять по горизонтали плоскости станины после чего при помощи шпилек стягиваются боковины проверяются при помощи уголка все углы после чего можно приступать к сварке. Все технологические отверстия были сделанны заранее.






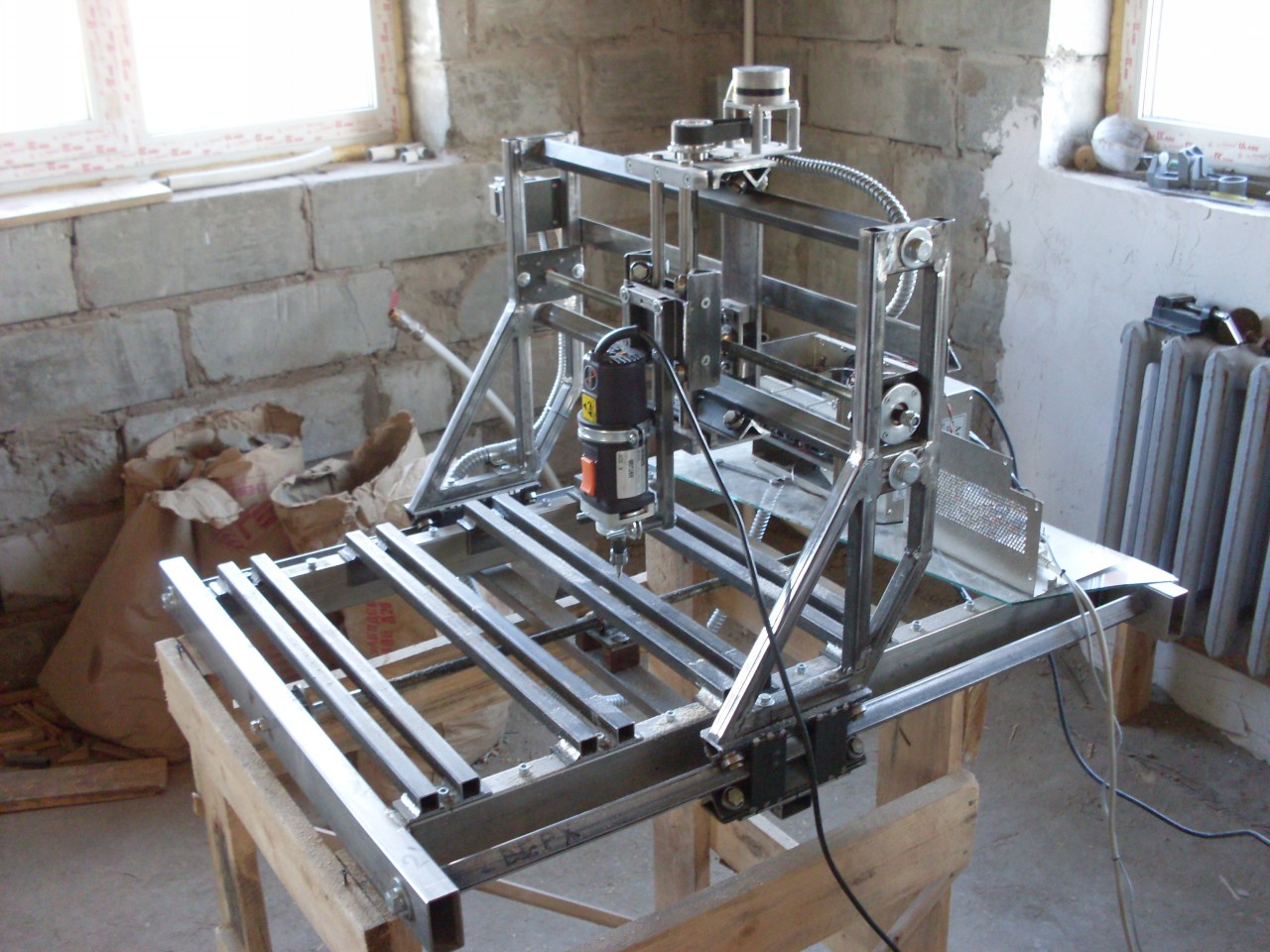
Изготавливать стойки следует на ровной поверхности, после разметки и крепления упоров, делаем обрезку трубы, и подгонку всех деталей плотно друг к другу, после чего приступаем к сварке. Конструкция стойки вынесена в сторону для того чтобы шпиндель оказался в центре подшипника качения что сэкономит вам немного пространства для рабочего поля. да хочу заметить конструкция получается достаточно легкой и прочной.




Подшипники качения, почему они, легкость изготовления, не требуют токарных работ, доступные материалы, возможность использования, как цилиндрических направляющих, так и квадратных, легкость скольжения, конечно и недостатки найдутся, но о них не будем. Изготовление требует хорошей разметки, да и дрелью, пожалуй, лучше не пользоваться, а использовать сверлильный станок будет намного качественнее, собранные подшипники снабжены двумя отверстиями для их крепления.
Кстати, на заметку квадратная труба обладает большей прочностью на прогиб чем аналогичная цилиндрическая труба и прошу прошение за качество сварки это мой первый опыт работы с полуавтоматом.






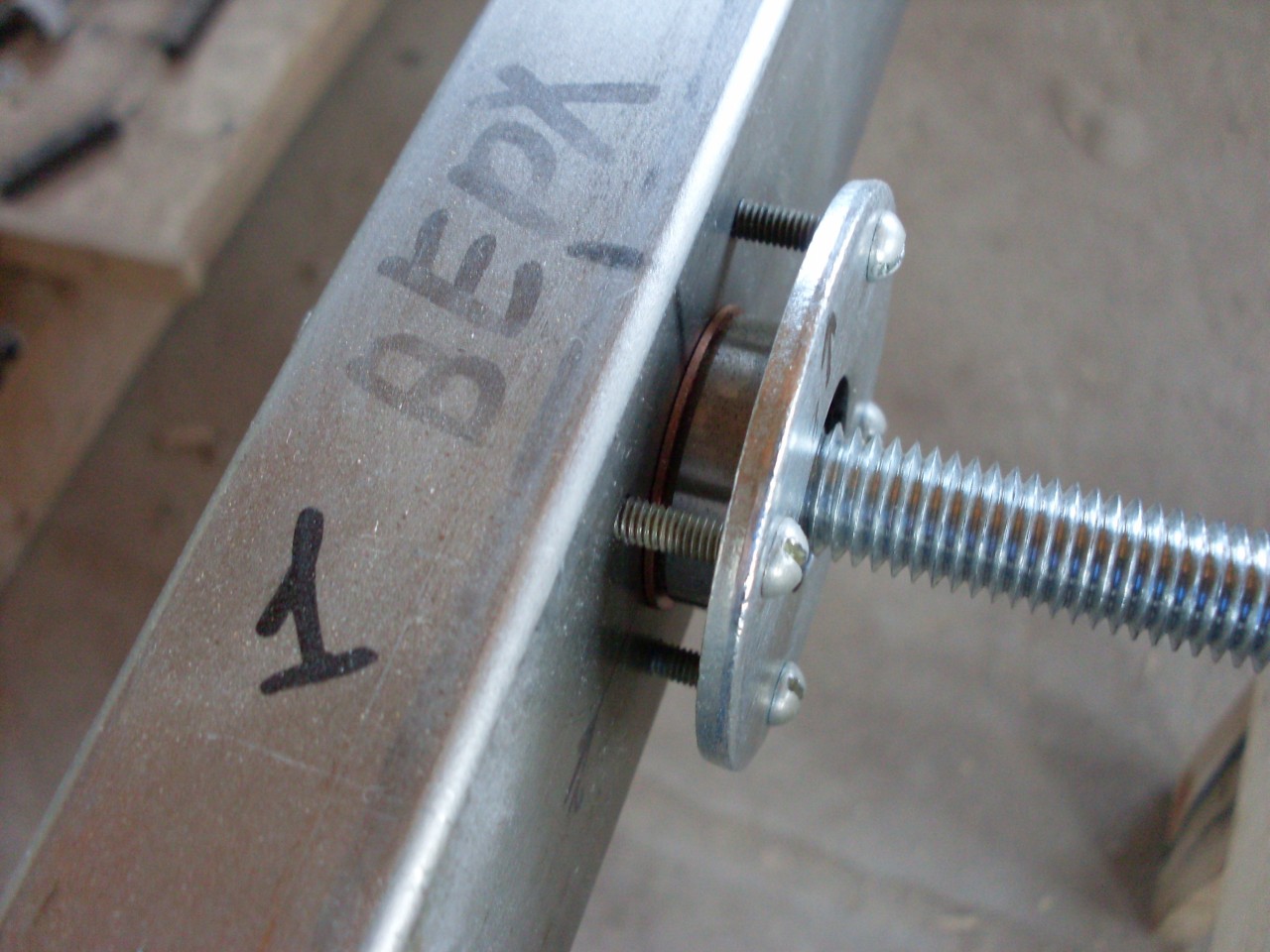
 Тут также при помощи приспособления происходит сборка и корректировка верхнего и нижнего подшипника на направляющей выводятся их плоскости параллельно друг другу, после чего при помощи металлической полосы скрепляем их сваркой. замечу, что нижний подшипник не приваривается, а остается закреплённым на двух болтах для возможности устранения зазора, который со временем появится при износе направляющих. Ну и крепление самих направляющих, берётся удлиненная шестигранная гайка подгоняется под внутренний размер трубы стачиванием двух острых граней напильником, а под две другие плоские подкладываются металлические пластинки и при помощи молотка запрессовываются в трубу, потом закручиваем туда длинный болт и корректируем положение болта относительно направляющей и свариваем, предварительно выкрутив аккуратно болт и заткнув гайку не горючим материалом.
Тут также при помощи приспособления происходит сборка и корректировка верхнего и нижнего подшипника на направляющей выводятся их плоскости параллельно друг другу, после чего при помощи металлической полосы скрепляем их сваркой. замечу, что нижний подшипник не приваривается, а остается закреплённым на двух болтах для возможности устранения зазора, который со временем появится при износе направляющих. Ну и крепление самих направляющих, берётся удлиненная шестигранная гайка подгоняется под внутренний размер трубы стачиванием двух острых граней напильником, а под две другие плоские подкладываются металлические пластинки и при помощи молотка запрессовываются в трубу, потом закручиваем туда длинный болт и корректируем положение болта относительно направляющей и свариваем, предварительно выкрутив аккуратно болт и заткнув гайку не горючим материалом.










Для оси Z решено было использовать направляющие от принтера плюс швеллер У8 его угол отлично послужил для выравнивания направляющих на одной плоскости, что получилось вы, видите сами конструкция достаточно прочная, а чтобы направляющие не прогибались вовнутрь в середине имеется распорка, а места крепления, планируется закрепить штифтами.







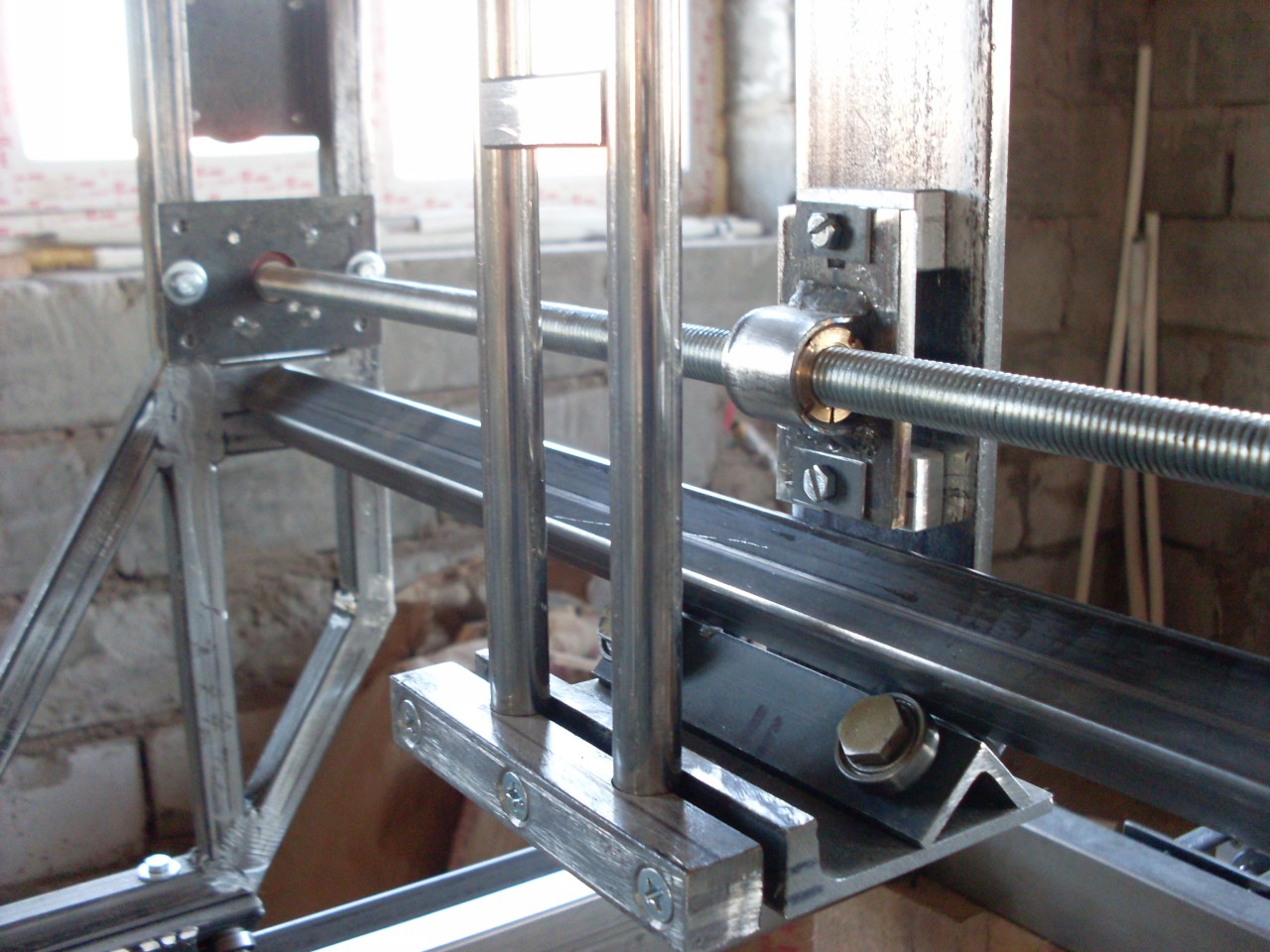
После крепления направляющих необходимо их выставить относительно плоскости станины что и было сделано при помощи напильника и измерительного инструмента. по плану направляющие оси Y должны были иметь две распорки но они не понадобились прочность направляющих оказалась достаточной чтобы от них отказаться. данная конструкция собиралась с учетом замены со временем имеющихся направляющих на более качественные а пока приходится обходиться малым. Только одно радует, что современный металлопрокат достаточно гладкий даже шлифовать не пришлось, но если у вас есть такая возможность, то ей следует воспользоваться.




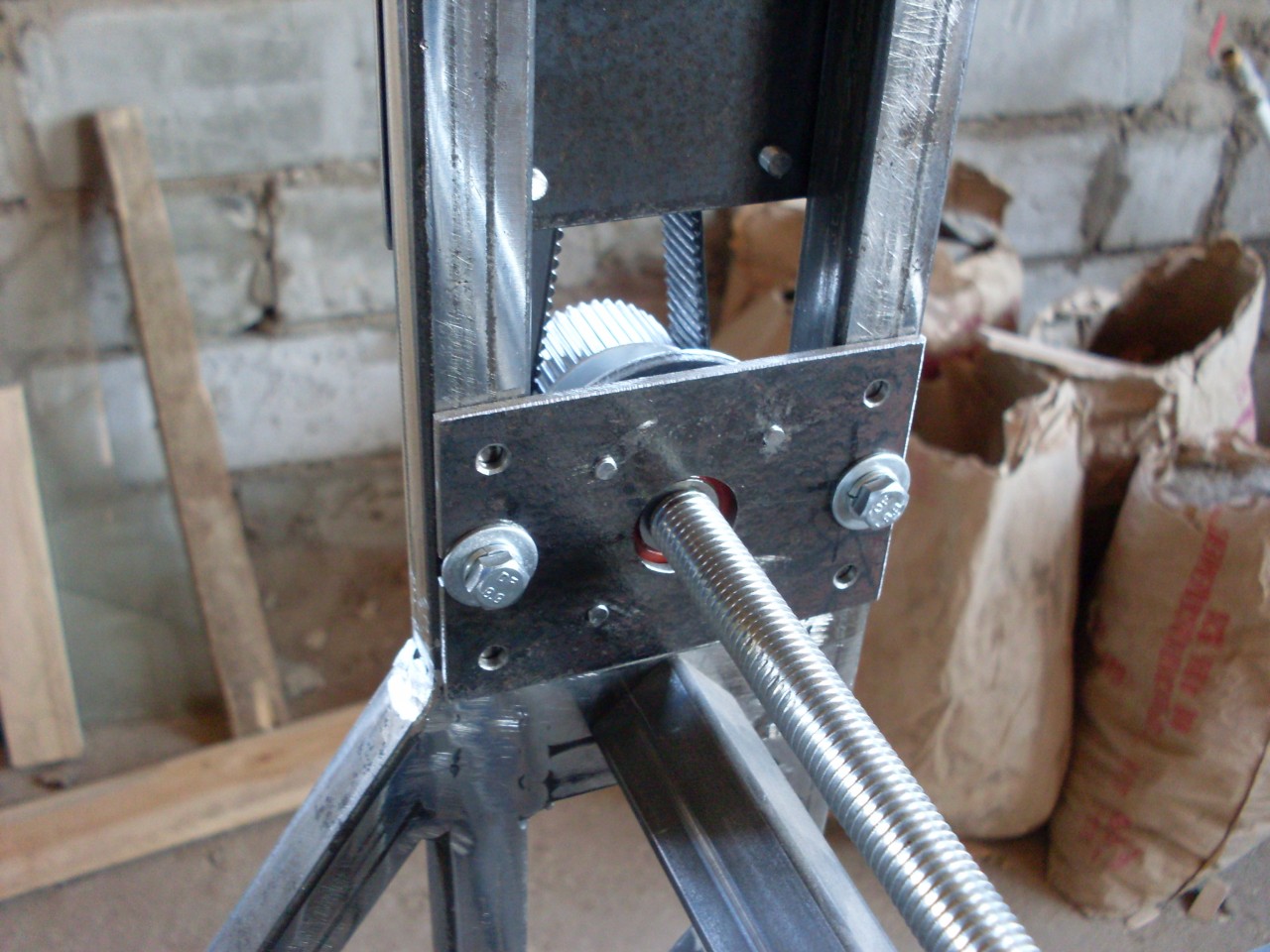
Да без токаря всё же не обошлось, пришлось концы шпилек обтачивать до нужных диаметров, а вот с гайками повезло, нашёл старые винтеля из бронзы с внутренней резьбой М12 обточил по наруже и всё, это только для оси Z. а для XY пришлось нарезать до М14 да пожалел, что нарезал шпильки хоть и говорят что М14 на самом деле 13,5 мм да и качество нарезки так себе пришлось много шпилек перебрать чтоб найти боле менее ровные вот и пришлось делать зажимные гайки, а как зажимать? немного импровизации и вот что получилось, правда, это временная мера потом поменяю на более надежные.
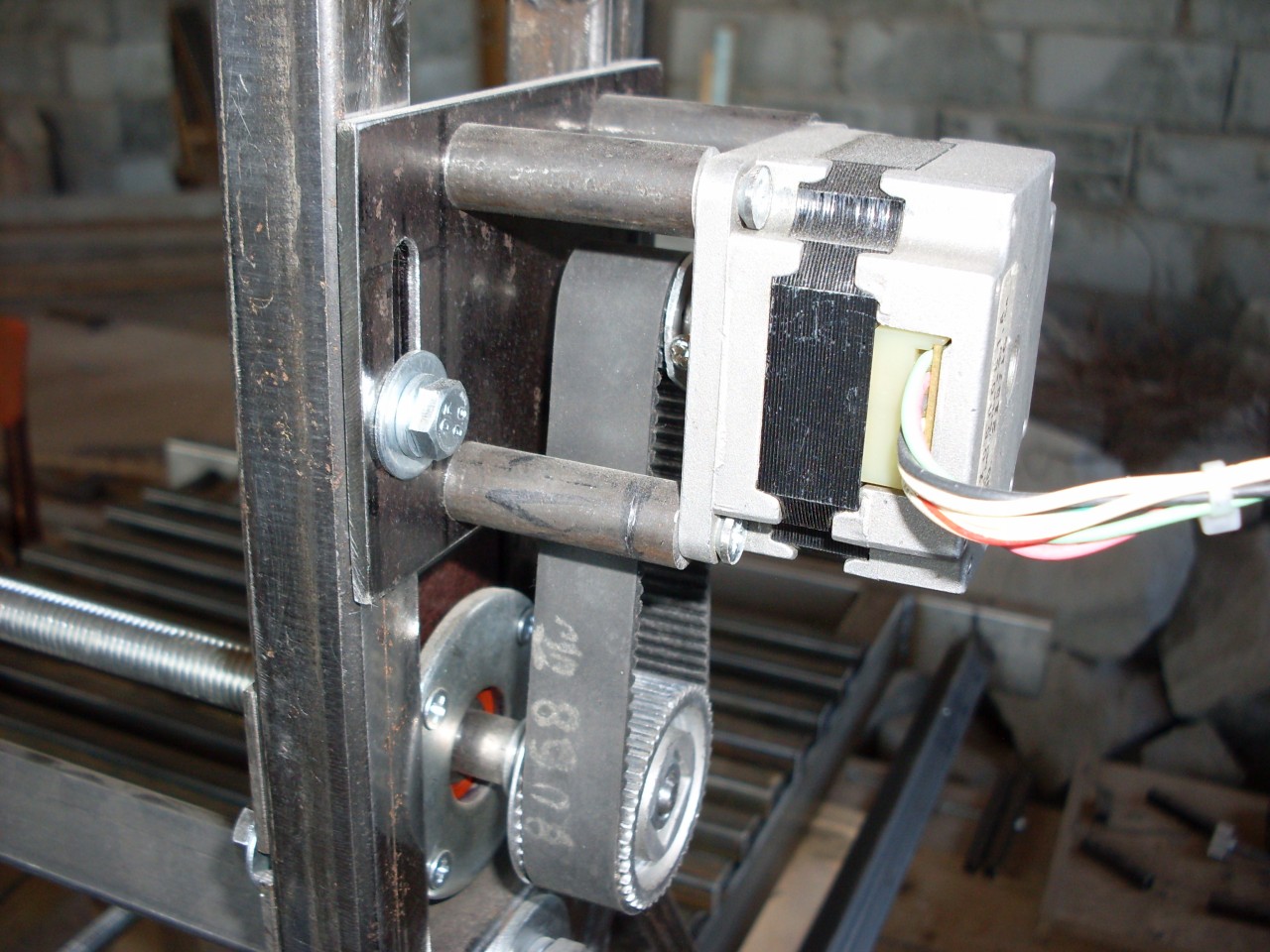
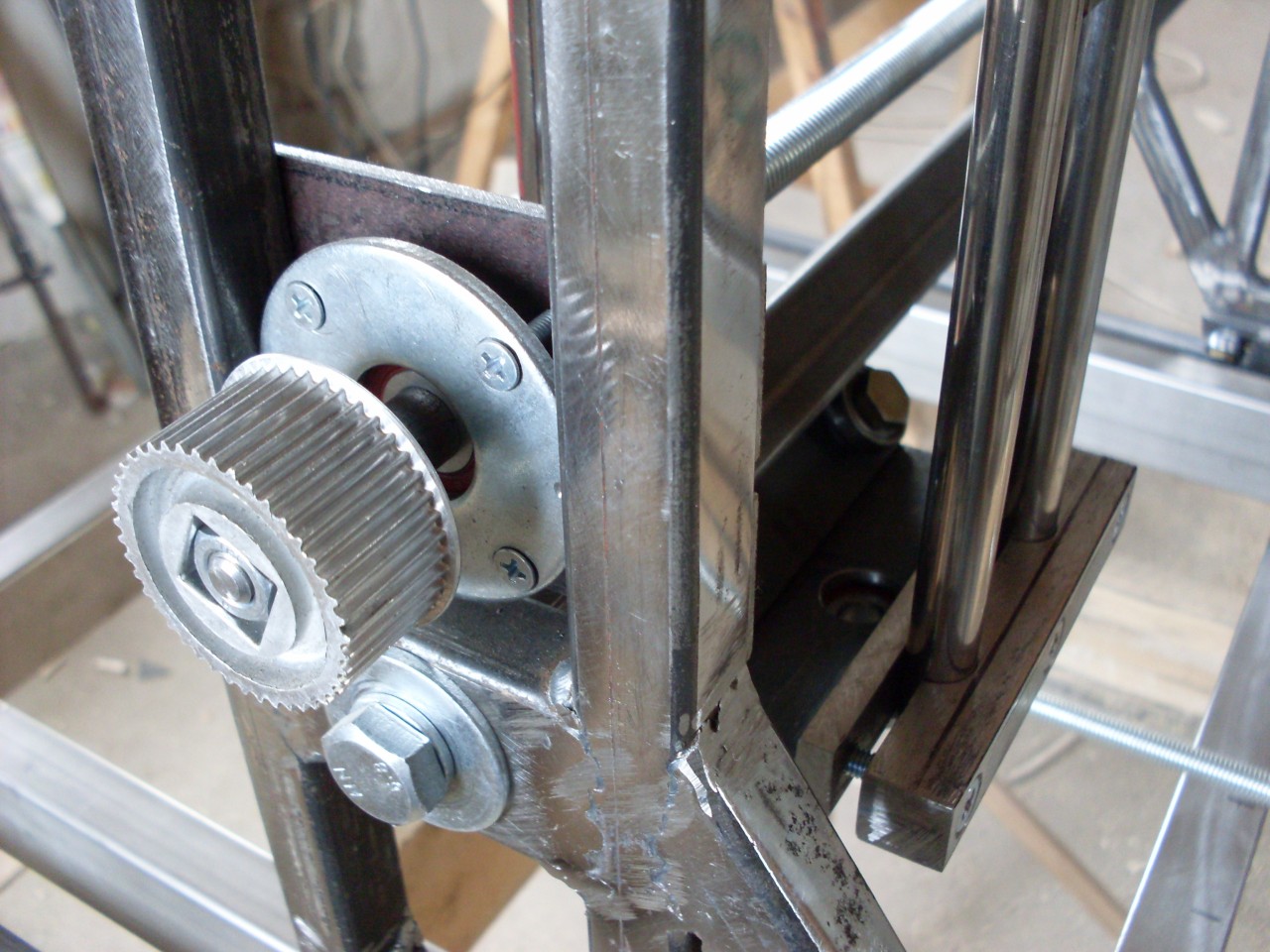
 Этот вариант крепления подшипника на вид кажется не прочным но поверьте это не так в первом станке я использовал такое же крепление и за всё время эксплуатации ни каких проблем не было, да и корректировка положения подшипника проще не бывает, расслабил, сдвинул в необходимую сторону затянул.
Этот вариант крепления подшипника на вид кажется не прочным но поверьте это не так в первом станке я использовал такое же крепление и за всё время эксплуатации ни каких проблем не было, да и корректировка положения подшипника проще не бывает, расслабил, сдвинул в необходимую сторону затянул.

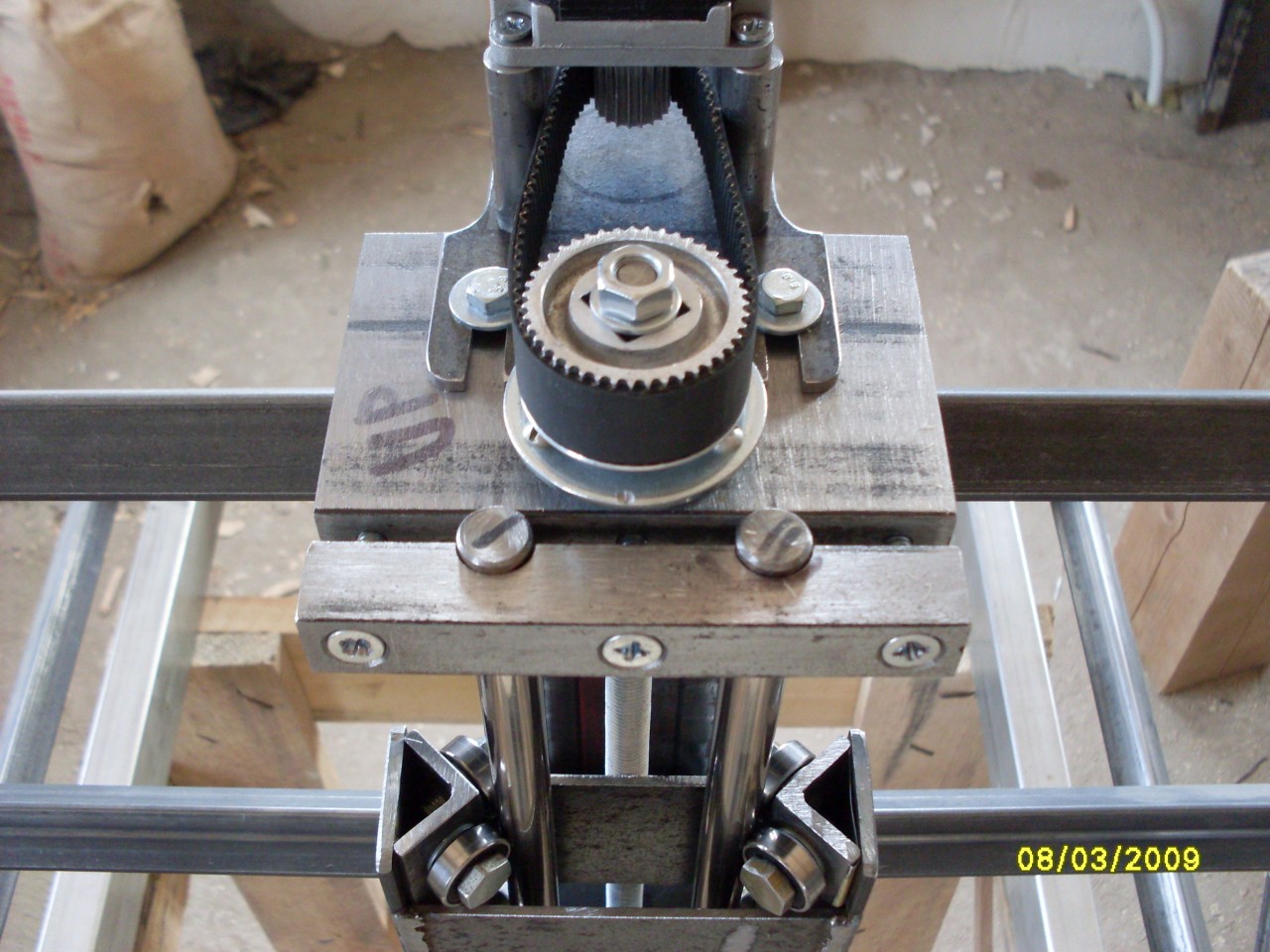
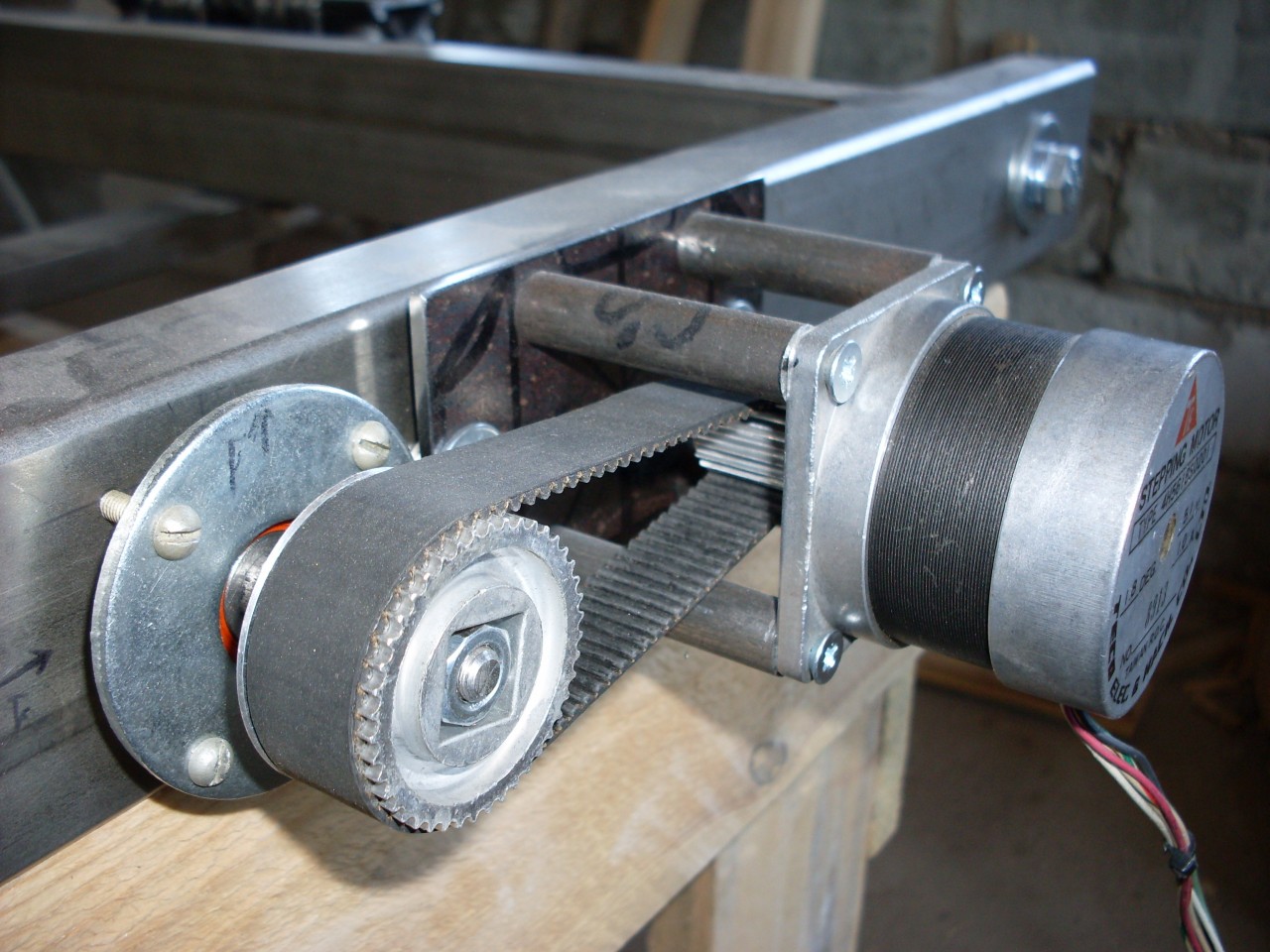
 Шаговые двигатели были приобретены на местном металлорынке это всё что удалось отыскать, самый мощный двигатель оказался в единственном экземпляре там-же были приобретены шестерни с ремнями три комплекта от электрорубанков кажется. Почему ременная спросите вы да просто решаются две проблемы, соосная стыковка оси двигателя с хордовым винтом и за счёт редукции увеличивается крутящий момент, а так как применены маломощные движки то это не плохо, правда в ущерб скорости, но и с этим можно смерится всёравно для качественной обработки требуются не большие скорости подачи.
Шаговые двигатели были приобретены на местном металлорынке это всё что удалось отыскать, самый мощный двигатель оказался в единственном экземпляре там-же были приобретены шестерни с ремнями три комплекта от электрорубанков кажется. Почему ременная спросите вы да просто решаются две проблемы, соосная стыковка оси двигателя с хордовым винтом и за счёт редукции увеличивается крутящий момент, а так как применены маломощные движки то это не плохо, правда в ущерб скорости, но и с этим можно смерится всёравно для качественной обработки требуются не большие скорости подачи.








Крепления шаговиков имеют возможность натяжения ремня и в будущем всё же планирую поставить более мощные движки а для начала и эти потянут да и с заменой думаю, проблем не возникнет.
по поводу нижней соединительной трубы хочу добавить, что лучше поставить две и даже три чем шире, тем лучше.


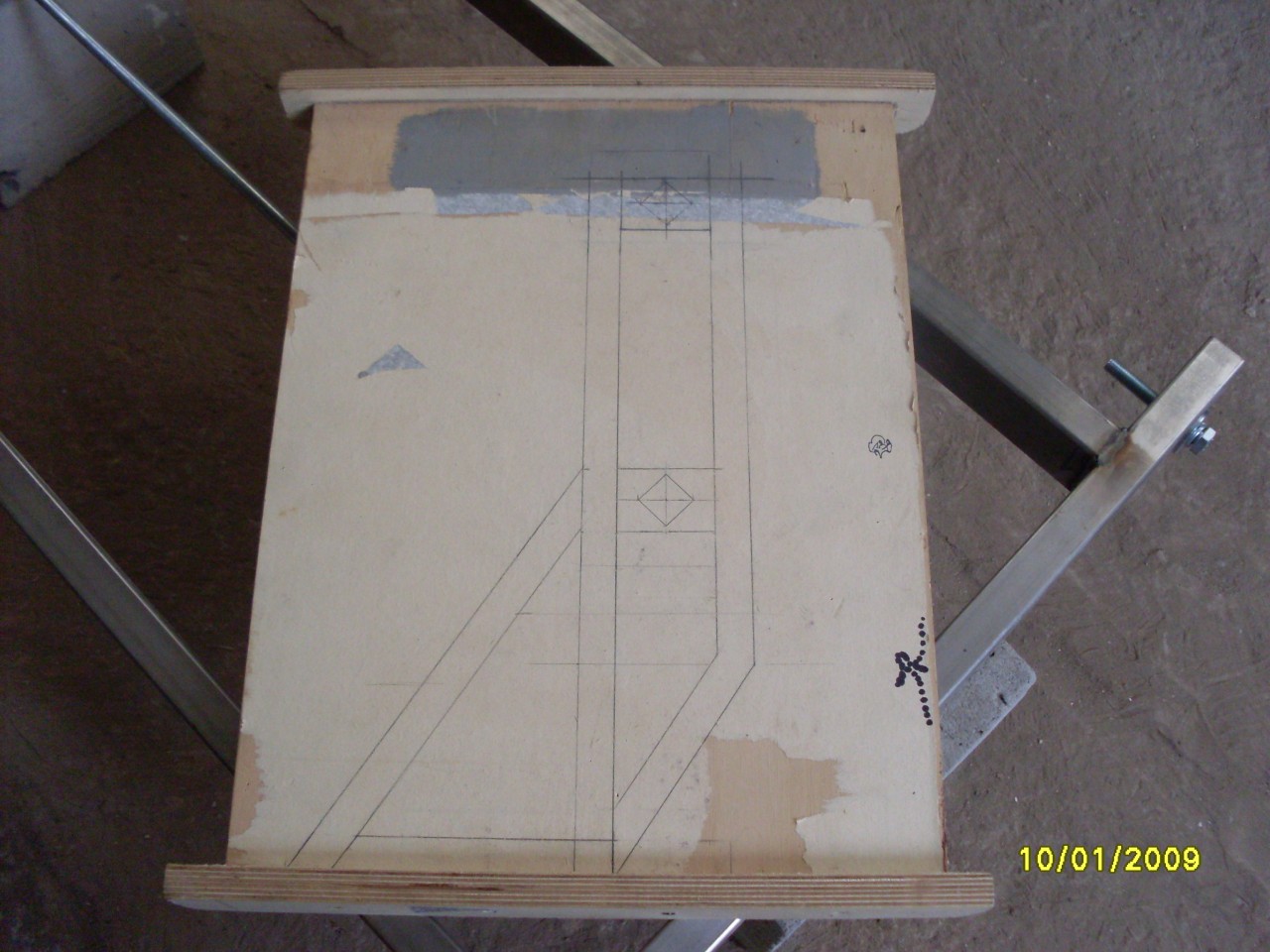
Для крепления заготовки к станку были изготовлены четыре подвижные консоли как на промышленных станках которые можно размещать в зависимости от габаритов детали.

 Каретка оси Z монтируется и закрепляется аналогично предыдущим подшипникам только соединяются более широкой полосой. Крепление шпинделя на каретке было сделано при помощи сварной рамы из квадратной трубы сечением 15/15 на которой закреплены хомуты для труб с подходящими диаметрами, крепление получилось достаточно жестким по крайне мере меня оно устроило.
Каретка оси Z монтируется и закрепляется аналогично предыдущим подшипникам только соединяются более широкой полосой. Крепление шпинделя на каретке было сделано при помощи сварной рамы из квадратной трубы сечением 15/15 на которой закреплены хомуты для труб с подходящими диаметрами, крепление получилось достаточно жестким по крайне мере меня оно устроило.



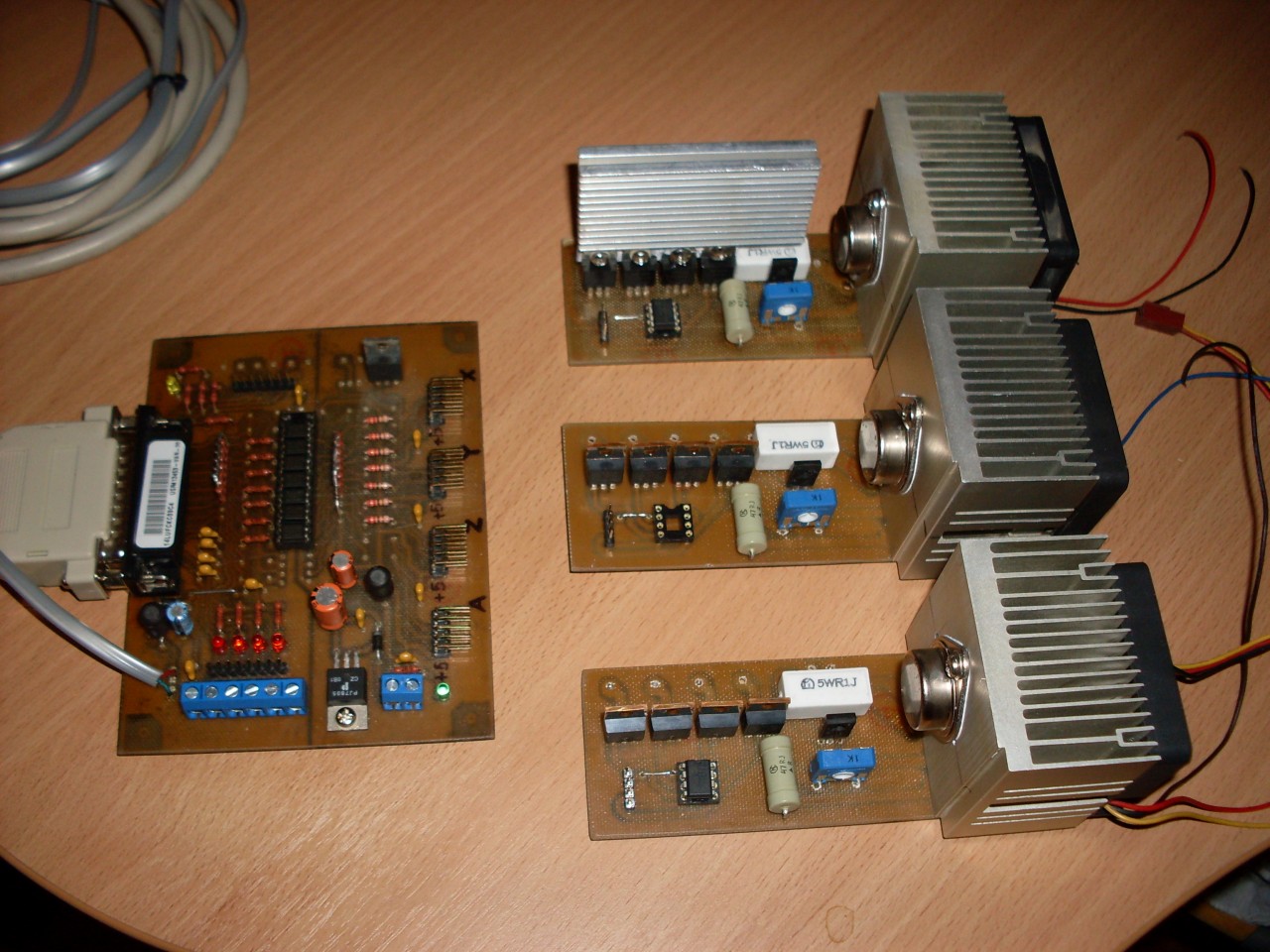
Контроллер думаю это отдельная тема для разговора но всё же немного о нем, самый при самый простой STEP/DIR контроллер на микроконтроллере который я нашёл в нете минимум деталей и настроек вместо ШИМ простой стабилизатор тока. схему и прошивку можно взять здесь что касается платы я делал её под себя а у автора они реализованы по-другому. ну и про опторазвязку спасибо RoboZone. при помощи неё можно подключить шпиндель и концевики, которые я пока не реализовал.


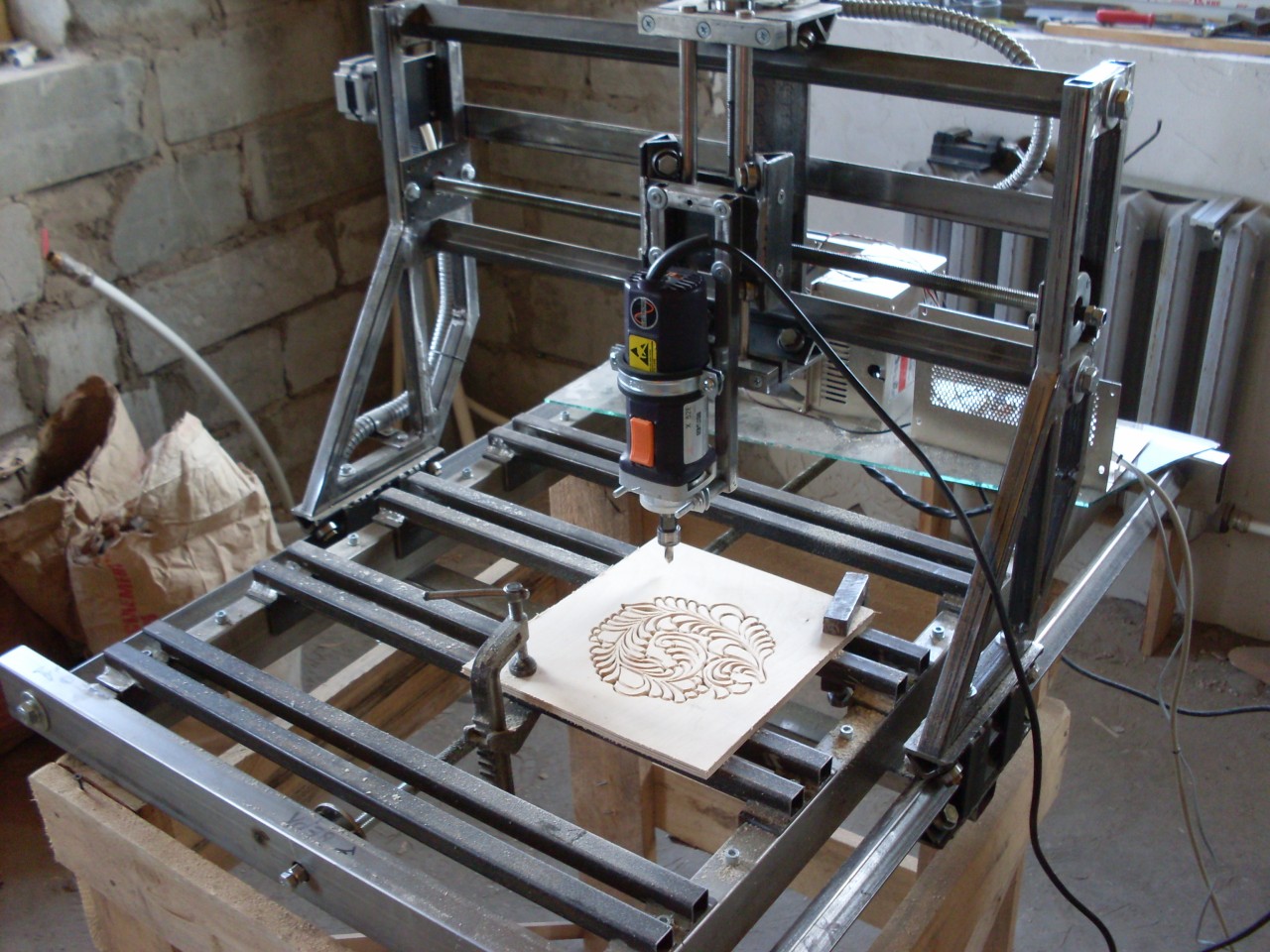
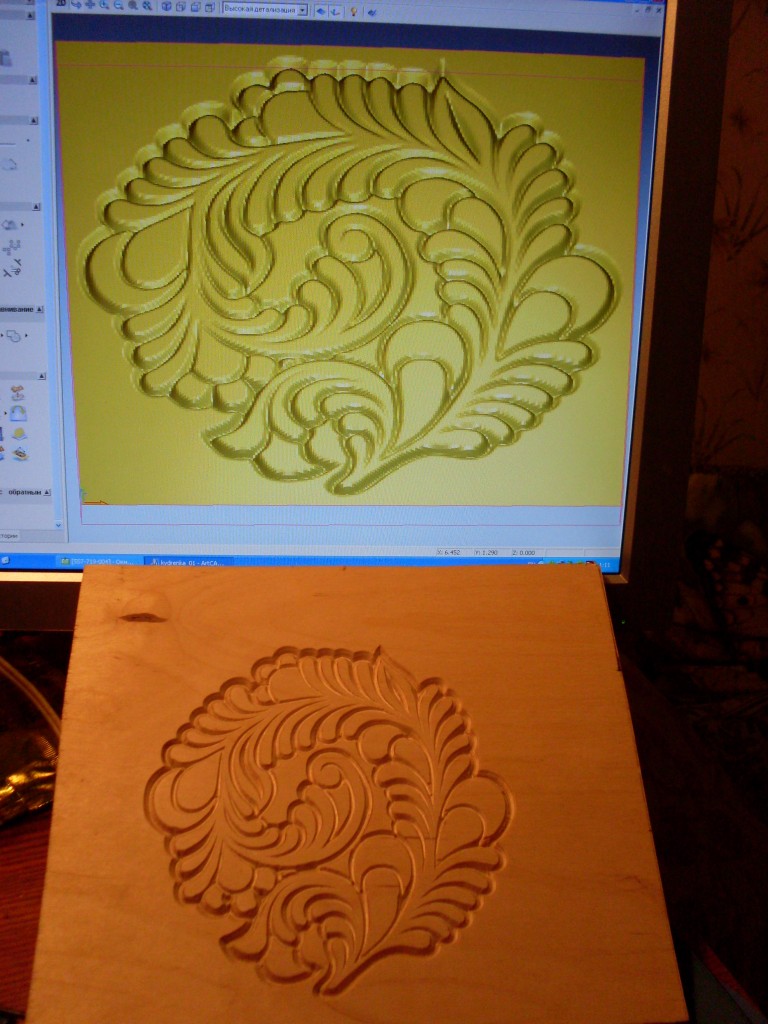
 Станок почти готов первые испытания материал берёзовая фанера толщина 8мм скорость обработки 5мм/сек максимальная глубина за один проход 4мм время затраченное на обработку составило 35 минут.
Станок почти готов первые испытания материал берёзовая фанера толщина 8мм скорость обработки 5мм/сек максимальная глубина за один проход 4мм время затраченное на обработку составило 35 минут.


Программа обработки была сделана в ArtCAM pro2008
программма управления станком Mach3
шпиндель ручной фрезер фирмы SPARK
Вот что получилось
Цель данной статьи поделиться опытом изготовления одного из вариантов низкобюджетного ЧПУ станка если вы по той или иной причине не можете себе позволить строить из качественных комплектующих стоивших не малых денег, не говоря о самом станке. Так, что может вы почерпнете для себя, что-то новенькое или вас озарят новые конструкторские решения.
Здравствуйте, вот наконец-то закончил сборку своего второго станка. В процессе сборки делал поэтапные фото различных узлов и технических решений. К станку супер точности не предъявлялось и хотелось использовать доступные материалы, и чтобы можно было реализовать в домашних условиях без обращения к токарям и фрезеровщикам. Для сборки станка пришлось приобрести кое какое оборудование это небольшой сверлильный станок и болгарка под тонкие абразивные круги, а также договорится с владельцем полуавтомата по поводу сварочных работ. Многие технические идеи были позаимствованы у такихже самодельщиков и мной доработанные под свои нужды ну и немного импровизации мне не помешали. Станок задуман так, что каждый узел может корректироваться в процессе наладки, после чего их можно жестко зафиксировать при помощи штифтов или на худой конец сваркой. Подшипники качения имеют коррекцию люфтов по всем осям. Для крепления детали сделаны четыре подвижных консоли с возможностью крепления в различных местах рабочего поля, поле получилось X700:Y500:Z120 размеры диктовались имеющимся в продаже шпильками М14 длиной один метр, а Z120 для возможности установки на консоли токарного патрона с двигателем, для токарных работ. Что касается металла, использовал квадратные трубы толстостенные, станина нержавейка имелась на тот момент у меня дома по этому делал из нее. Цель данной статьи поделиться опытом изготовления одного из вариантов низкобюджетного ЧПУ станка если вы по той или иной причине не можете себе позволить строить из качественных комплектующих стоюших не малых денег, не говоря о самом станке. Так что может вы почерпнете для себя что-то новенькое или вас озарят новые конструкторские решения. Первый станок экспериментальный вариант.

Станок №2













Кстати, на заметку квадратная труба обладает большей прочностью на прогиб чем аналогичная цилиндрическая труба и прошу прошение за качество сварки это мой первый опыт работы с полуавтоматом.





























по поводу нижней соединительной трубы хочу добавить, что лучше поставить две и даже три чем шире, тем лучше.
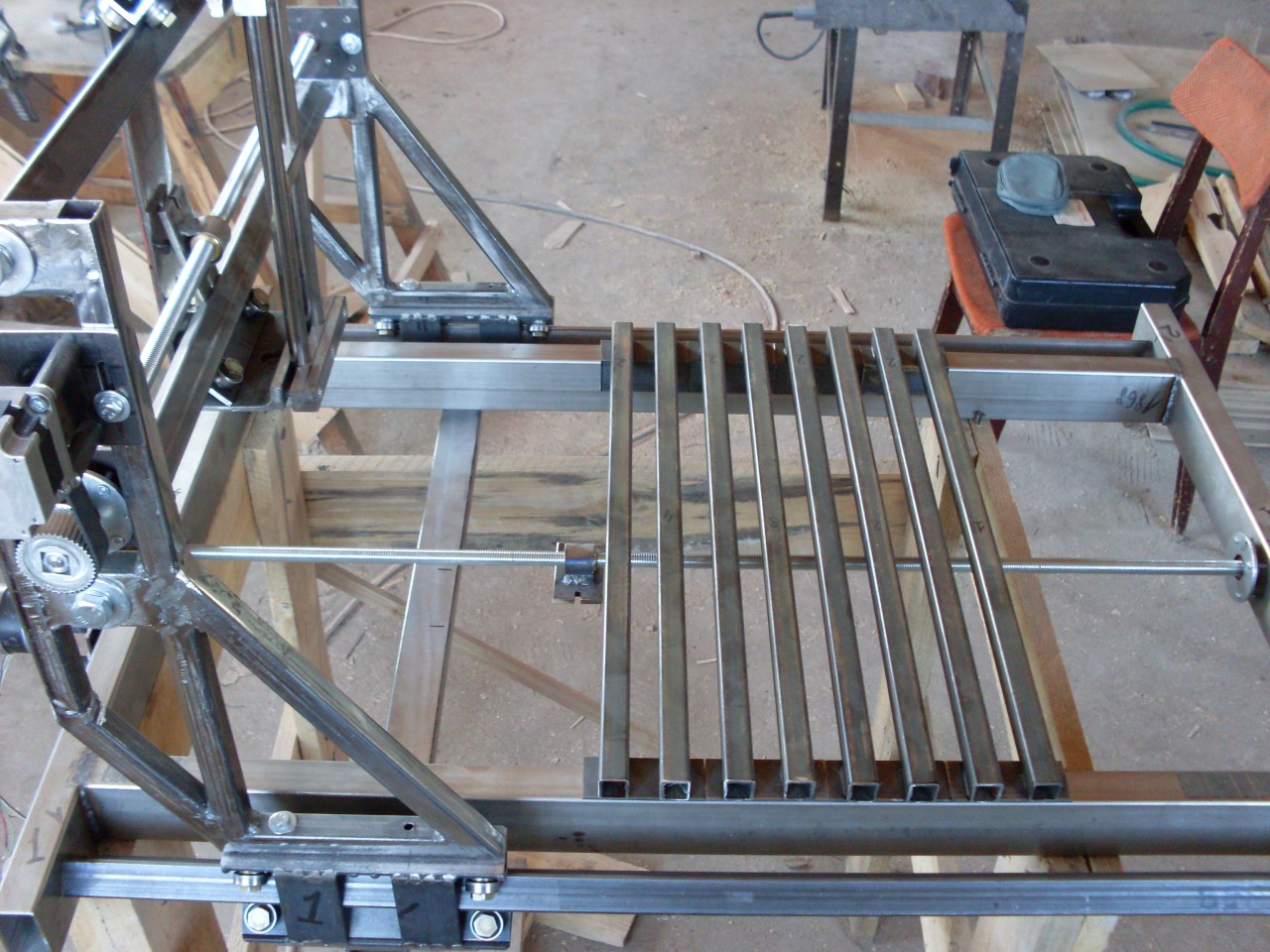

Для крепления заготовки к станку были изготовлены четыре подвижные консоли как на промышленных станках которые можно размещать в зависимости от габаритов детали.






Программа обработки была сделана в ArtCAM pro2008
программма управления станком Mach3
шпиндель ручной фрезер фирмы SPARK
Вот что получилось



Комментариев нет:
Отправить комментарий