

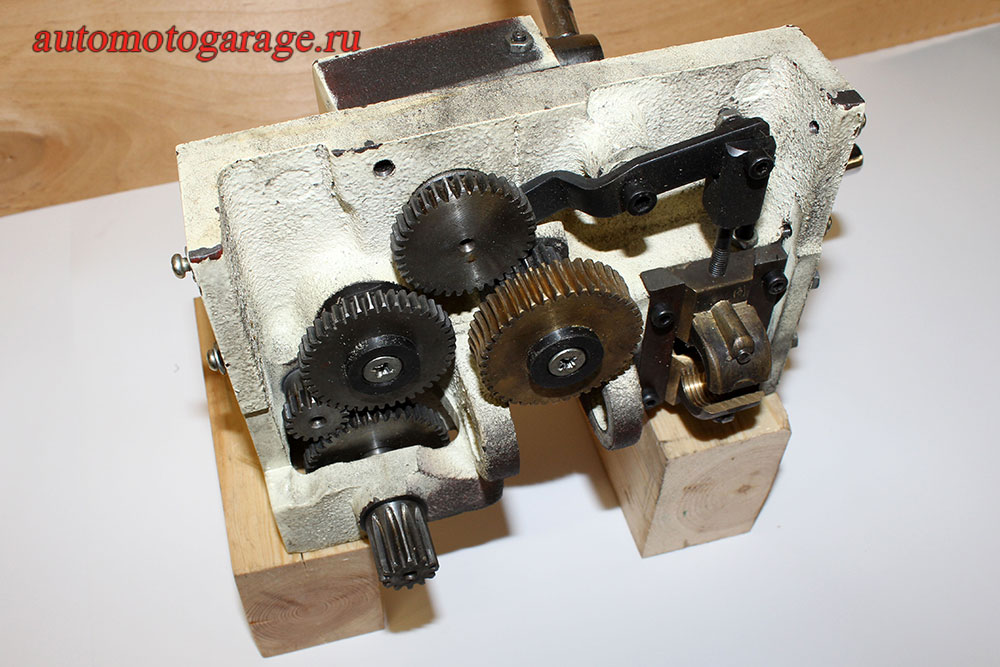
Следующим в очереди по переборке были суппорт и ходовой винт. Переборка ходового винта это конечно громко сказано. Его нужно было тщательно вымыть, но, по понятным причинам, перед первым пуском нормально очистить его не удалось. Ну, а где переборка суппорта там и переборка резцедержалки и продольной подачи. Хочу заметить, что консервационная китайская смазка ни на одни наши смазки не похожа. Грязная она какая-то. Грязная не на наличие посторонних предметов или примесей, а по цвету и ощущению. Забегая вперёд, скажу, если эту смазку сразу не вымыть, то через полгода года её можно смыть только ацетоном. Она становится очень трудно отмываемой. Промывал детали и элементы при помощи бензина калоша. Он не такой вонючий и быстро сохнет. А главное пока свежая смазка, то он хорошо отмывает. Один из интересных моментов, это то, что китайцы намазали маслом только там, где видно. По крайней мере суппорт собран был полностью на сухую. Представляю, какая была бы выработка если брать станок и так работать без проведения профилактики. В общем, были сняты резцедердатель, микроподача, продольная подача. Перед демонтажем продольной подачи необходимо под суппорт подложить два деревянных бруска. В противоположном случае можно погнуть ходовой винт. Промыв абсолютно всё я собрал суппорт почти на сухую. Проблема в том, что на валу подачи суппорта был люфт и не хотелось ковыряться по уши в масле устраняя его. Суппорт с винтом подачи в сборе.
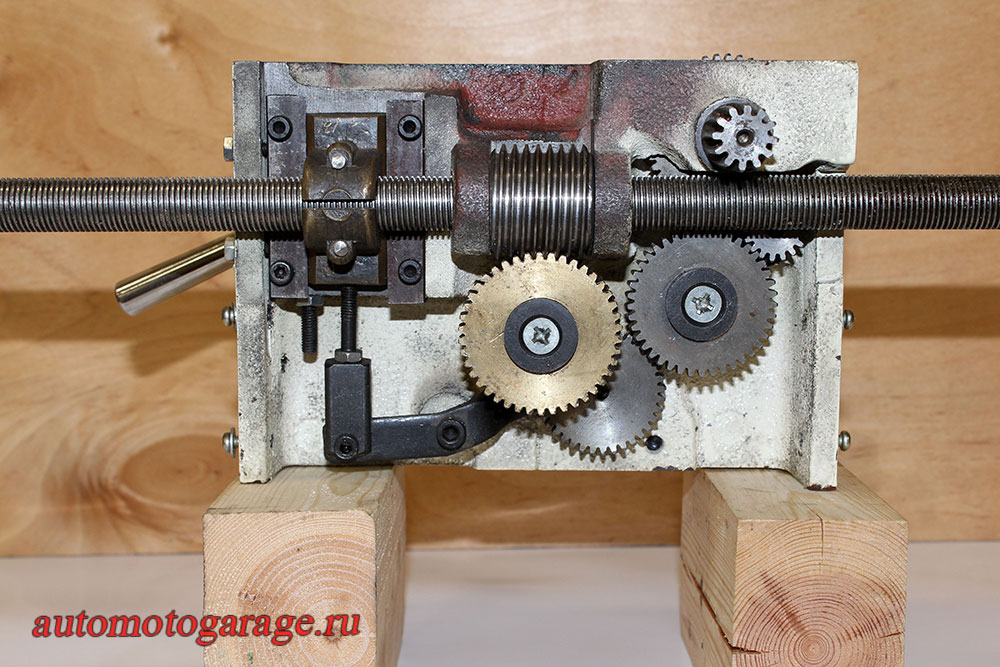
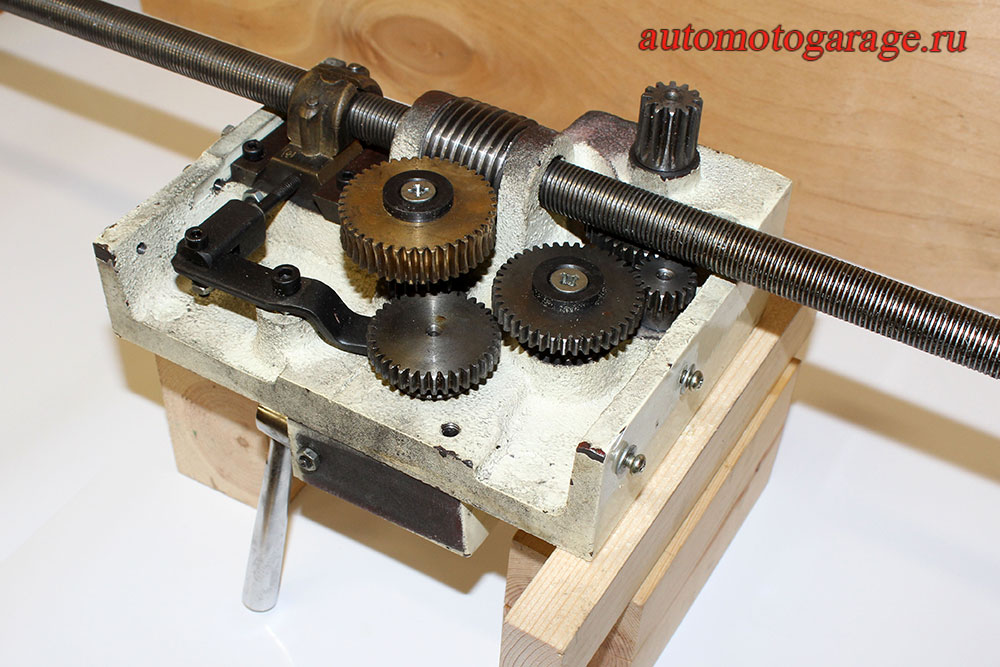
Довольно долго пришлось изучать все зацепления шестерён и посадки валов, пока не были определены проблемные места. Изъяв ходовой винт из суппорта, я ещё раз всё проверил.
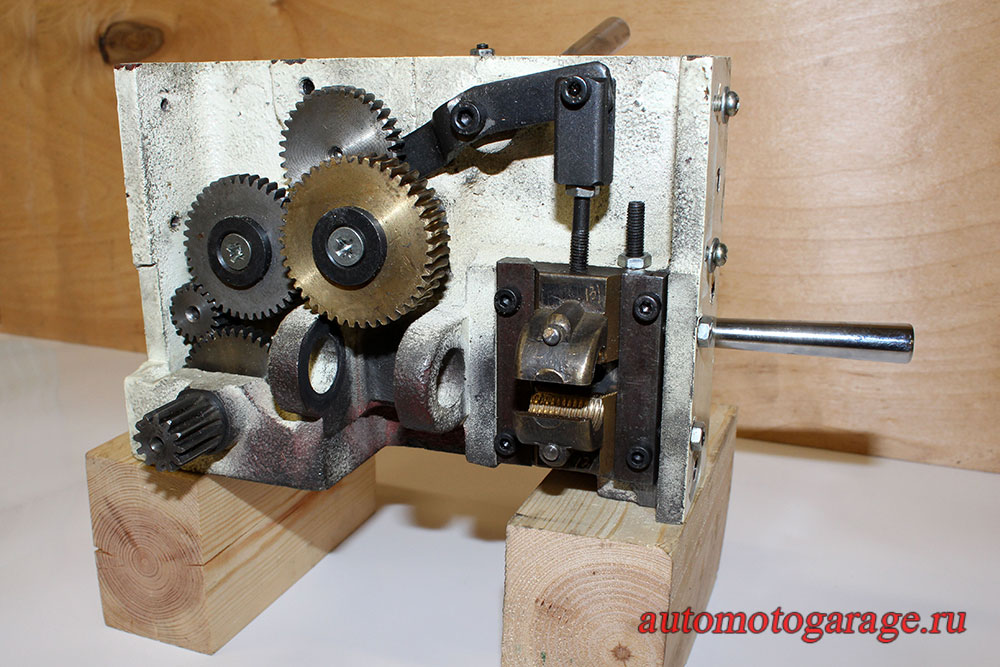
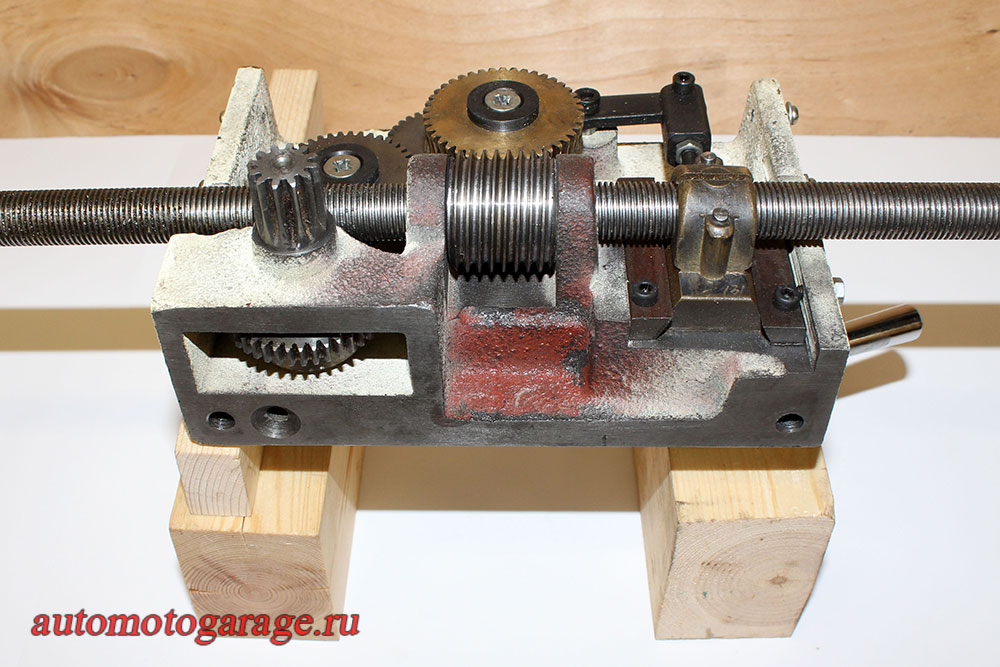
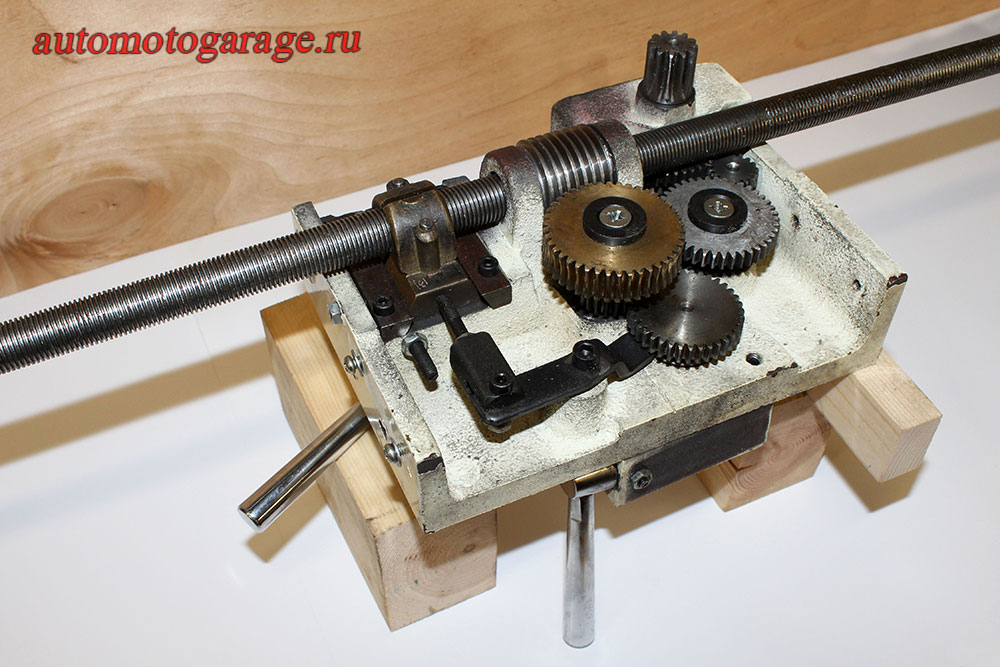
Итак, резюме по суппорту (это в моём случае): большой зазор в посадке основного вала ручки подачи, лечиться только увеличением отверстия с последующим завтуливанием бронзовой вставкой. После чего необходимо будет развернуть отверстие под посадку вала. Временно вышел из ситуации при помощи тефлоновой шайбы с умеренной затяжкой ручки. Люфт при этом сохранился, но уже он не так был заметен.
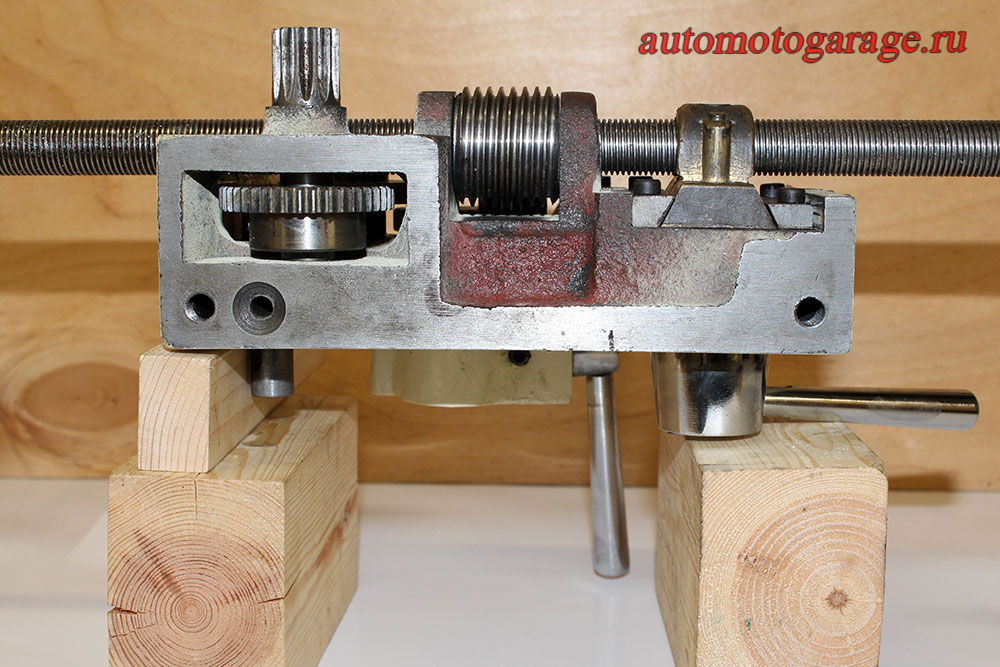
Далее нужно было разобраться с лимбом на той же ручке подачи. Демонтировал лимб. Там китайцы установили пружинящую пластину из сыромятины.
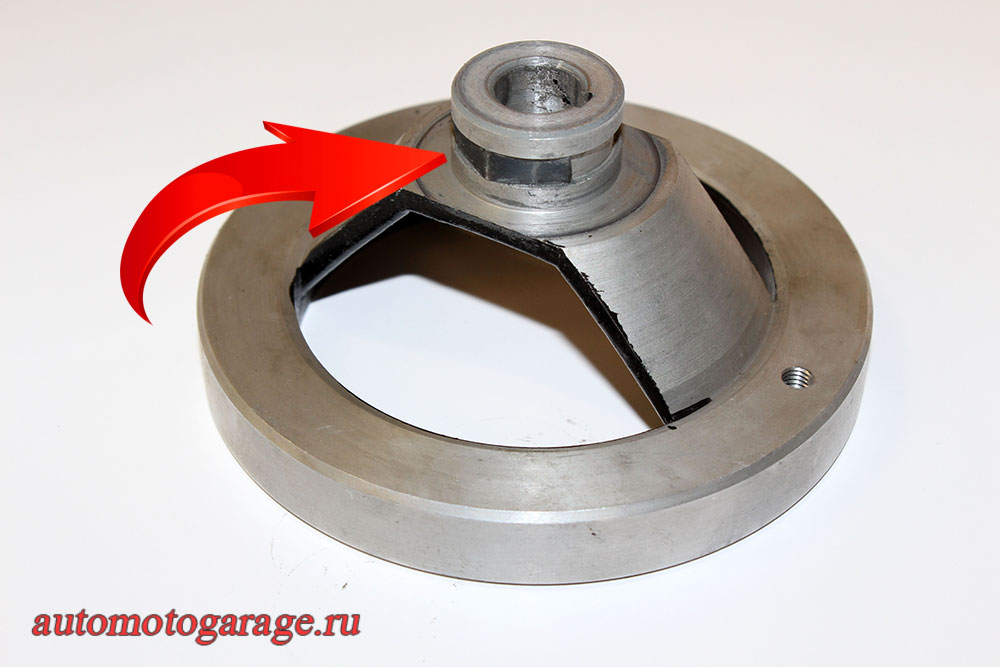
В качестве материала для изготовления новой детали была использована спиральная пружина.

Ширина ленты почти совпадала с пазом, для которого она предназначалась. Доводить ширину пришлось на абразивном бруске.

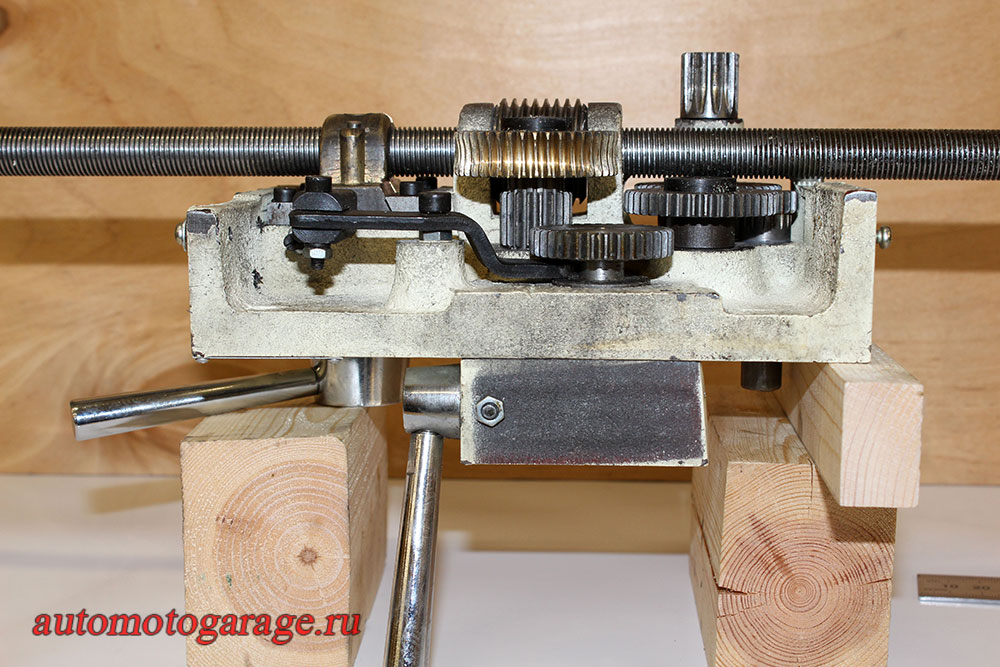
После доводки некоторых явных косяков китайской промышленности заново всё было разобрано и тщательно смазано.
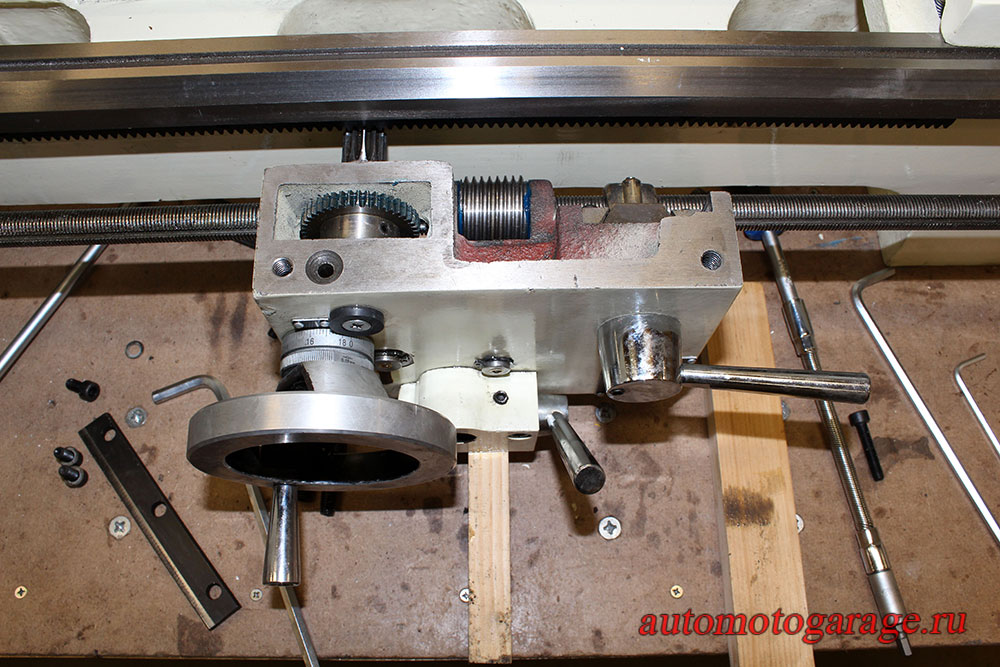
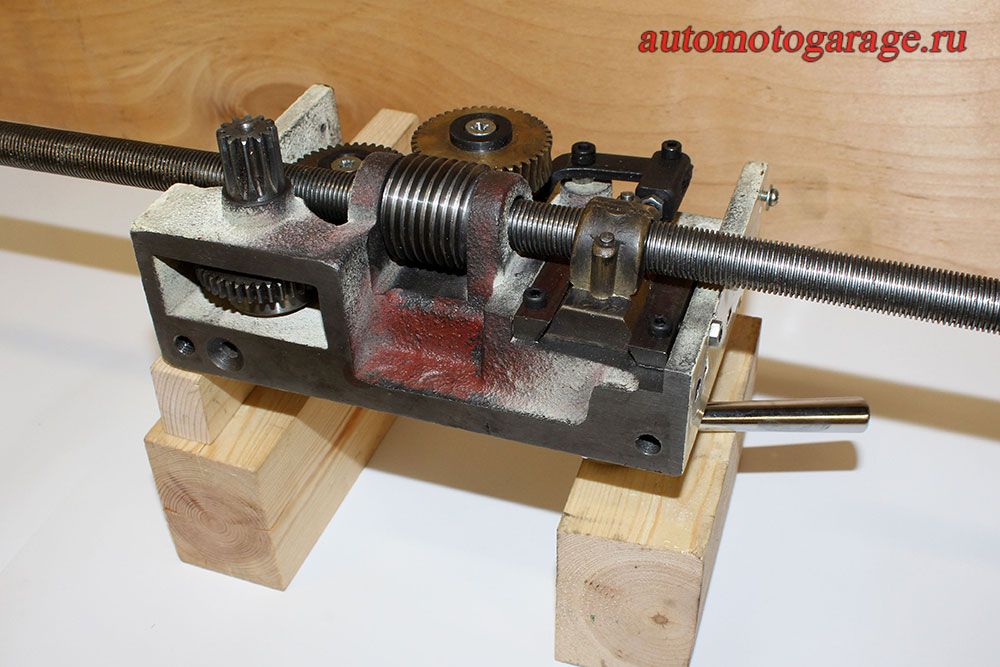
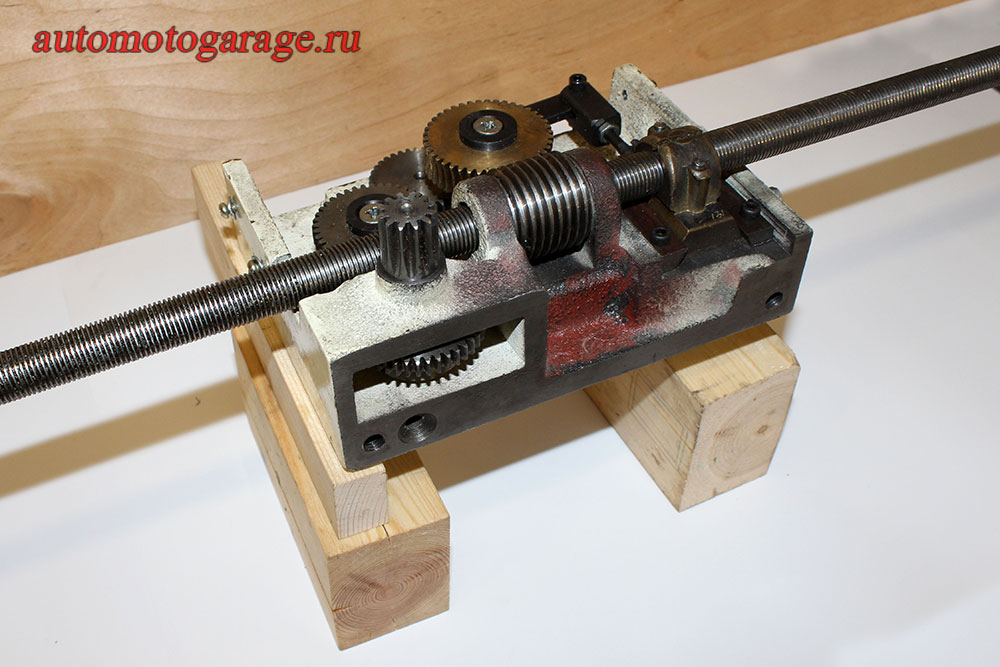
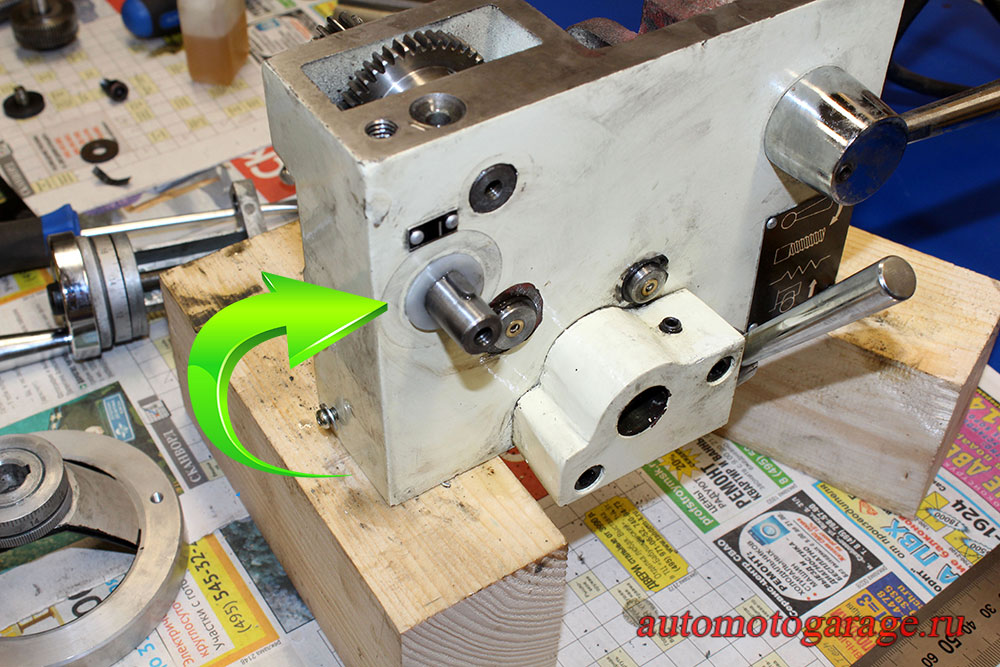
Установка выполняется следующим образом. Собирается суппорт. После чего устанавливаем в него ходовой винт и зажимаем маточную гайку. Теперь над местом где должен висеть суппорт кладётся деревянный брусок. Он будет временной опорой. Далее конструкцию (суппорт с винтом) вставляем во вторичный вал КПП и опираем суппорт на ранее приготовленный брусок. Теперь устанавливается задняя опора ходового винта. Далее необходимо совместить отверстия для штифта во вторичном вале КПП и ходовом винте. И в завершении устанавливаем шрифт.

В следующей части будут описаны работы с поперечной, микроподачей и резцедержалкой.
Статьи по данной теме:
Покупка токарного станка JET BD-920W.
JET BD-920W первые впечатления.
Шкивы токарного станка JET DB-920W.
Покупка токарного станка JET BD-920W.
JET BD-920W первые впечатления.
Шкивы токарного станка JET DB-920W.



Комментариев нет:
Отправить комментарий