понедельник, 17 сентября 2018 г.
воскресенье, 16 сентября 2018 г.
Горели камни и земля
4 февраля 1943 года советские морские пехотинцы провели успешную десантную операцию, закрепившись на клочке Черноморского побережья. Позднее эта территория получила название Малая земля. 75 лет назад красноармейцы создали плацдарм для последующего освобождения Новороссийска. Несмотря на трудности со снабжением, пехотинцы успешно отражали атаки превосходящих сил вермахта, а спустя 225 дней перешли в наступление. О том, почему подвиг морпехов является примером военного искусства и героизма, — в материале RT.

После победы в Сталинградской битве Ставка Верховного Главнокомандования решила развить успех на юго-западе СССР. Советские войска развернули наступление в направлении Донбасса и Кавказа. В начале февраля Красная армия вышла к Азовскому морю и освободила Майкоп.

На Черноморском побережье ключевым оборонительным районом нацистов являлся Новороссийск. Один из основных ударов по гитлеровцам предполагалось нанести с моря путём высадки десанта. Также советское командование рассчитывало отвлечь значительные силы противника, угрожая созданием на побережье плацдарма для дальнейшего наступления на Новороссийск.
С этой целью была разработана операции «Море», командующим которой был назначен вице-адмирал Филипп Октябрьский. На побережье к юго-западу от Новороссийска должны были высадиться две группы войск 18-й десантной армии. Первая — в районе Южной Озерейки (Южной Озереевки), вторая — неподалёку от посёлка Станички и мыса Мысхако.
суббота, 15 сентября 2018 г.
суббота, 8 сентября 2018 г.
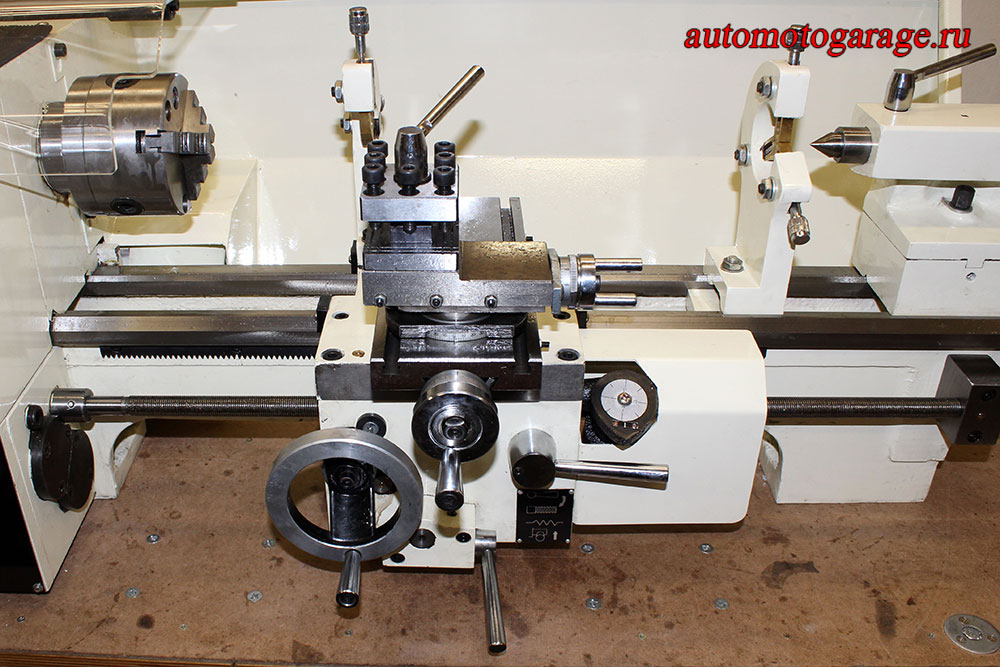
Продольная подача токарного станка JET DB-920W
Продолжаем работы по переборке станка. Забегу вперёд и скажу, чем больше я сталкиваюсь с продукцией JET, тем больше понимаю, что это, только громкое название, с родиной бренда из Швейцарии и не более того. Проблем с инструментом этой фирмы больше чем предостаточно. Это абсолютно обычный китайский товар. И ничего выдающегося. Особенно если сравнивать, то его никогда не поставишь рядом с Макитой, Бошем или Метабой. Они много лет без нареканий успешно работают. И мысли что-то там доработать не приходит. Первым от Джета у меня появился сверлильно-фрезерный станок. Покупался он, в основном, для сверления и не было в планах так глубоко лезть в токарку. В принципе, как сверлилка работал он на пять с плюсом и меня всё устраивало. Потом понадобился токарный станок. И вот тут фирма JET стала раскрываться во всей красе. Как влез в токарку и во фрезере тоже были обнаружены проблемы (не достаточная жесткость несущих элементов). В том числе и сервис с техникой поддержкой тоже оставляет желать лучшего. Обращался уже. Чтобы это не было пустым звуком, каждая из проблем здесь будет разбираться, обсуждаться и по возможности огрехи будут дорабатывать. Итак, поехали дальше.
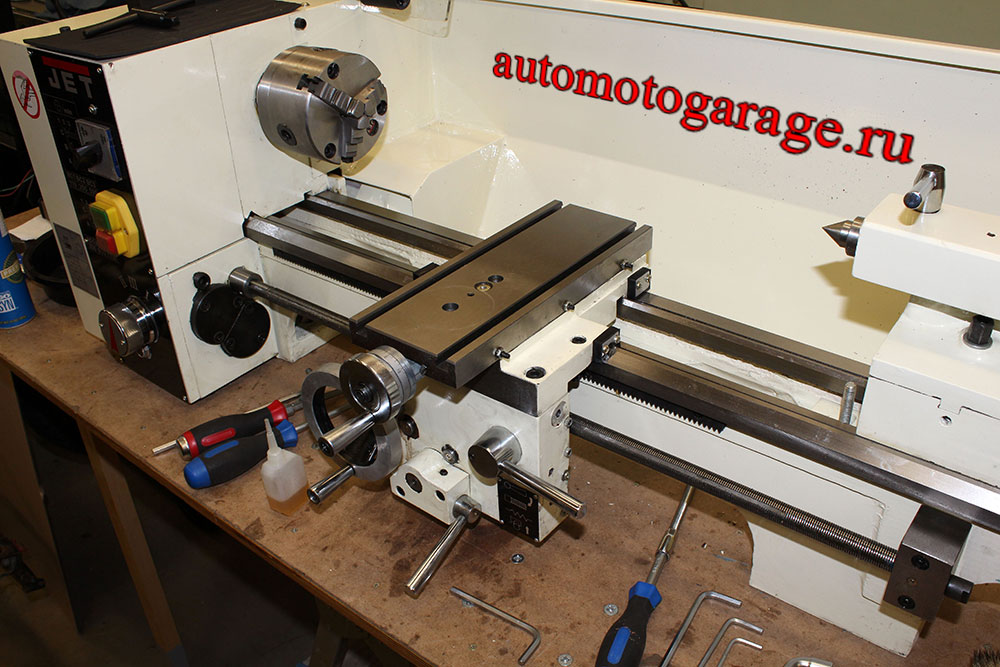
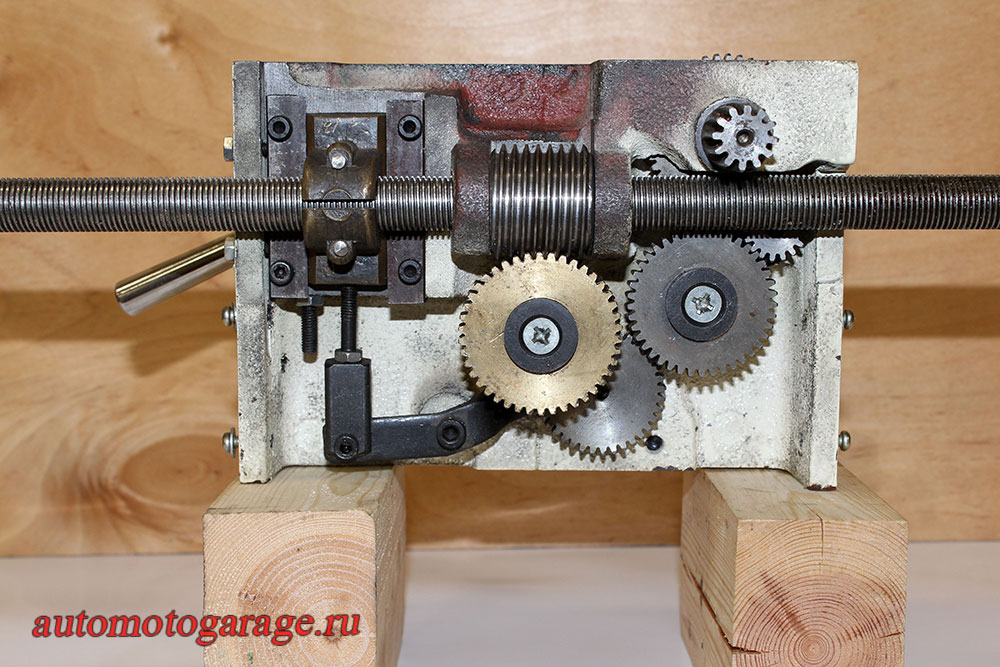
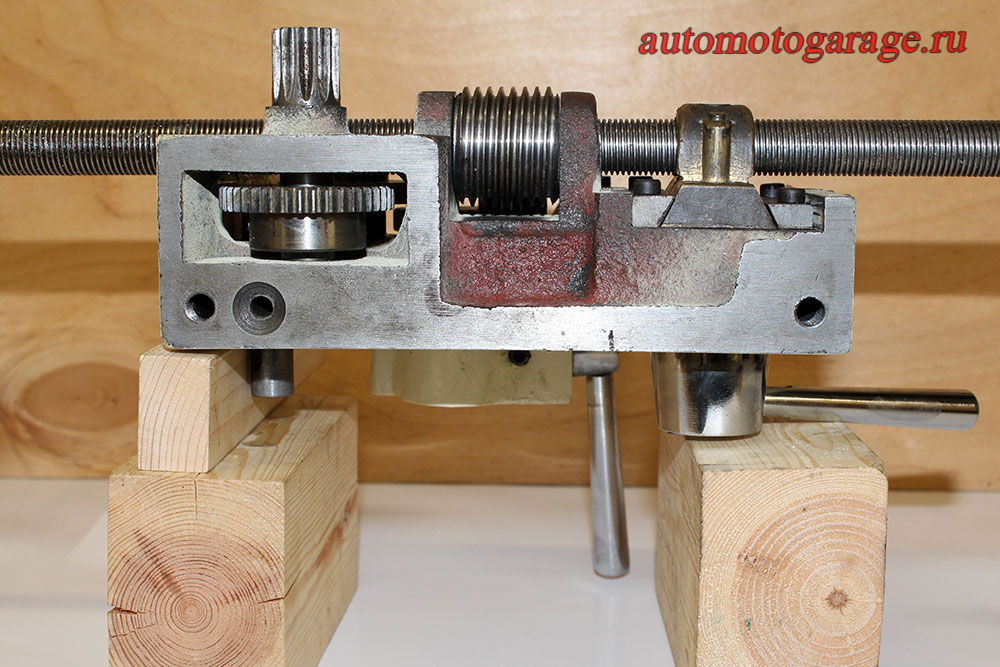
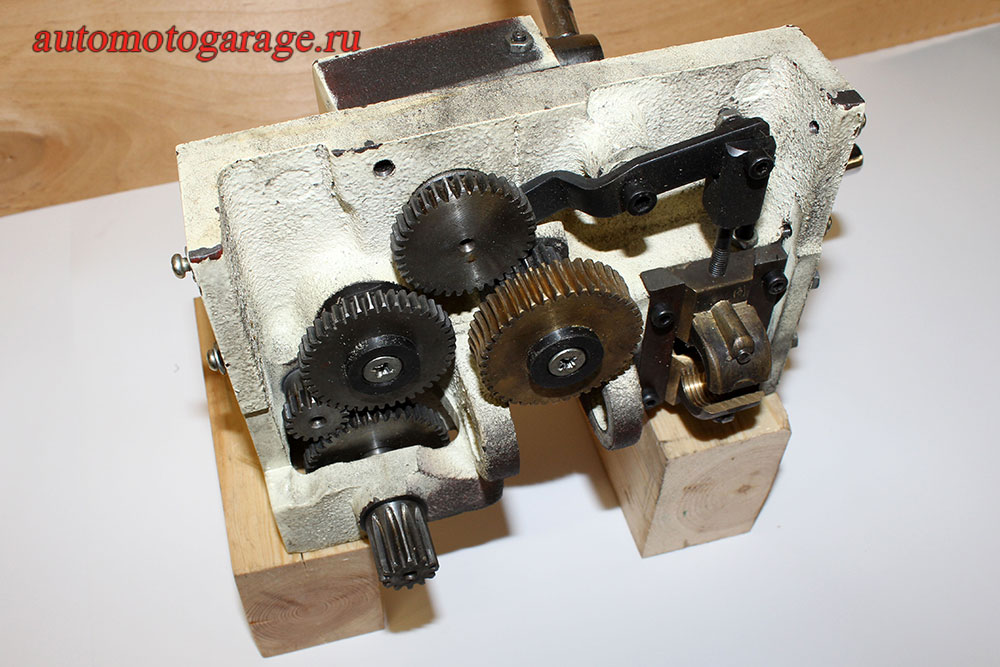
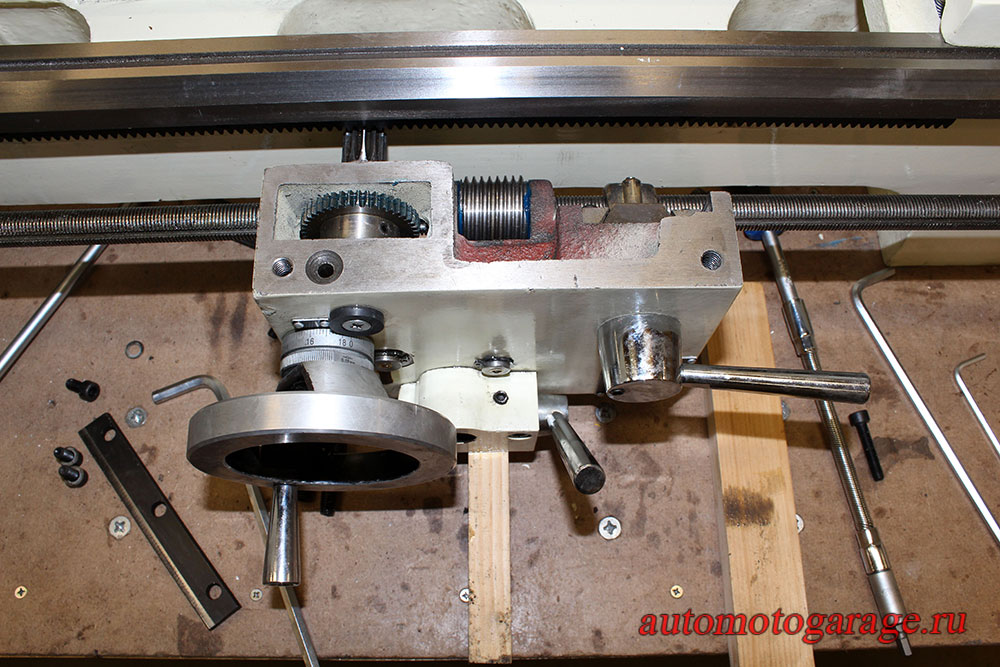
Следующая на очереди идёт станина суппорта и продольной подачи. Так она выглядит снизу.



Опять же померить геометрию пока не чем, поэтому после того как помыл детали, устанавливаю их на место. Станина к фартуку крепится при помощи двух винтов под шестигранник. Чтобы суппорт не прыгал, на основной станине с задней части имеется прижимная пластина с регулировками.
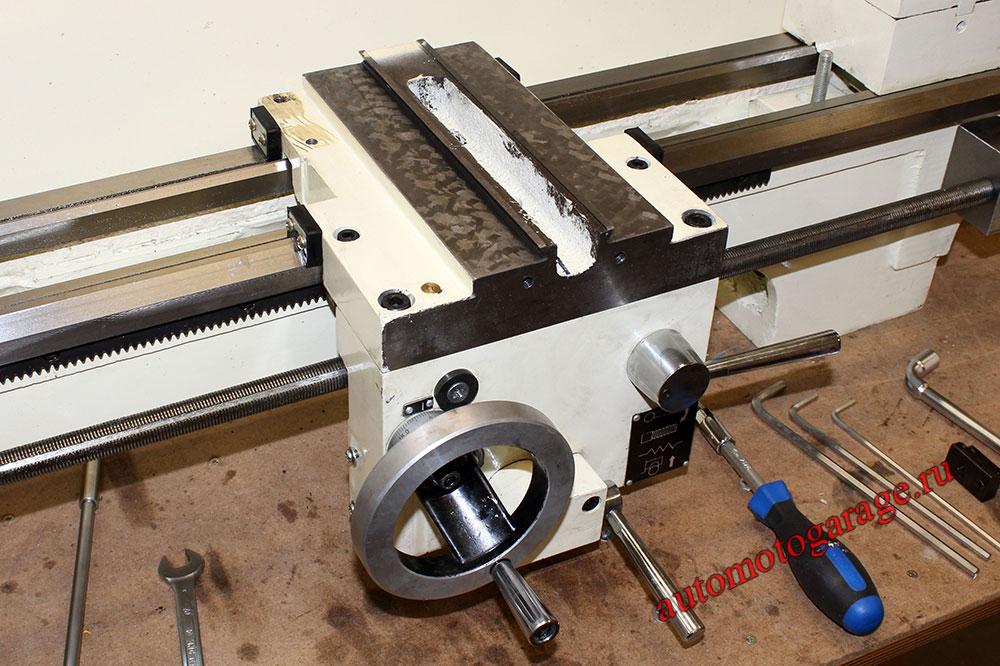
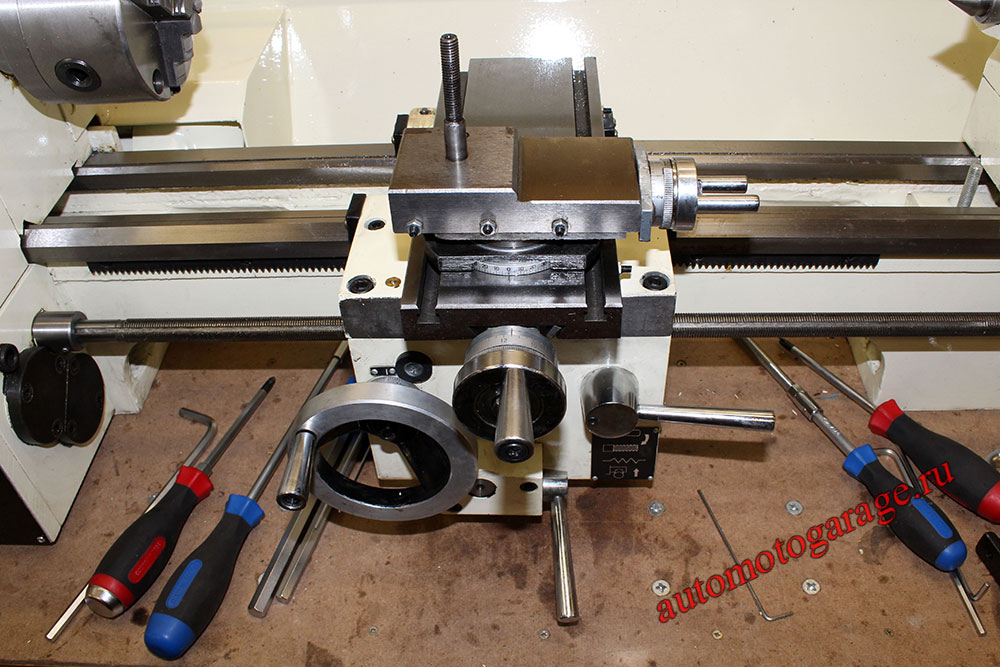
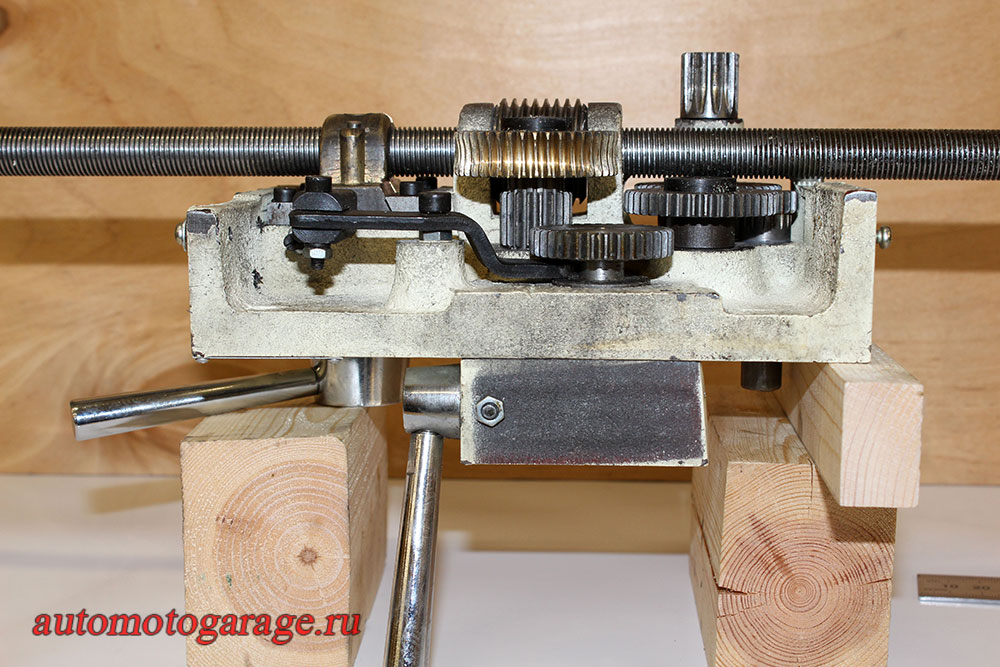
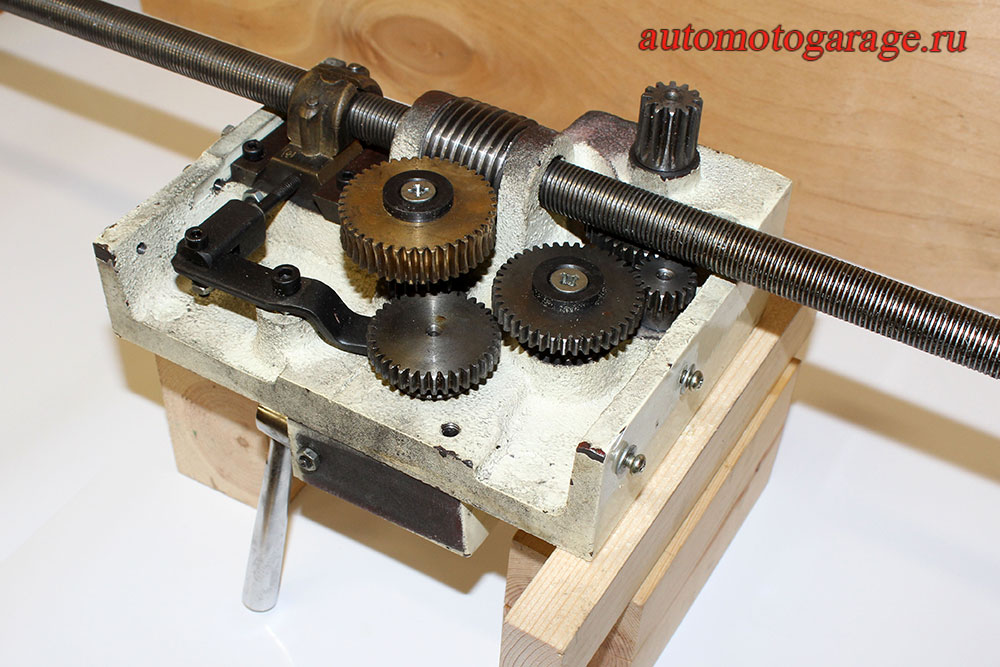
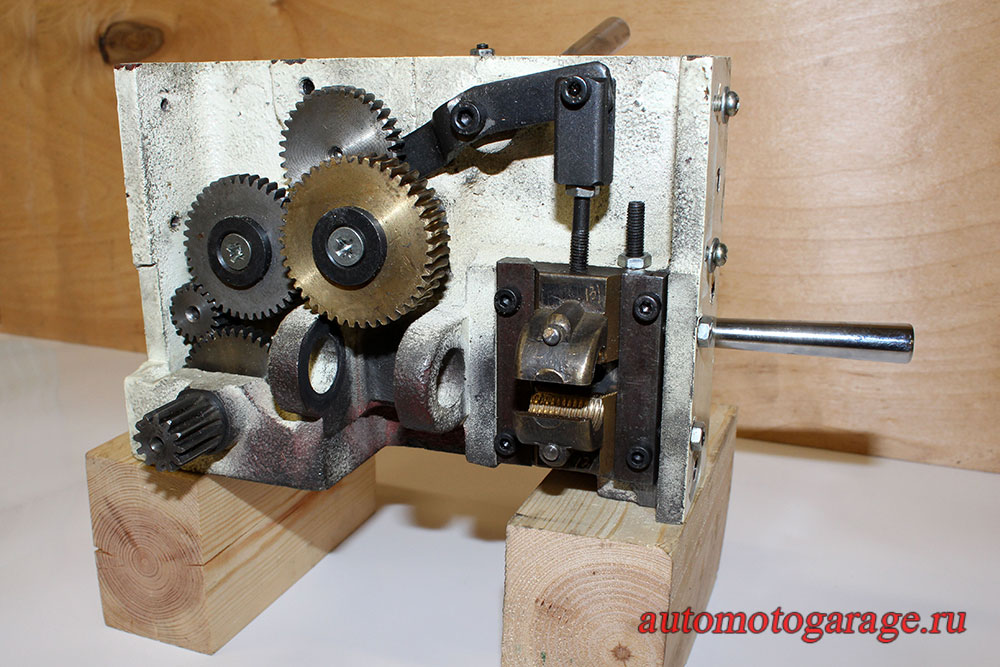
Подвижная станина суппорта. На неё устанавливается поворотная микроподача с резцедержалкой.

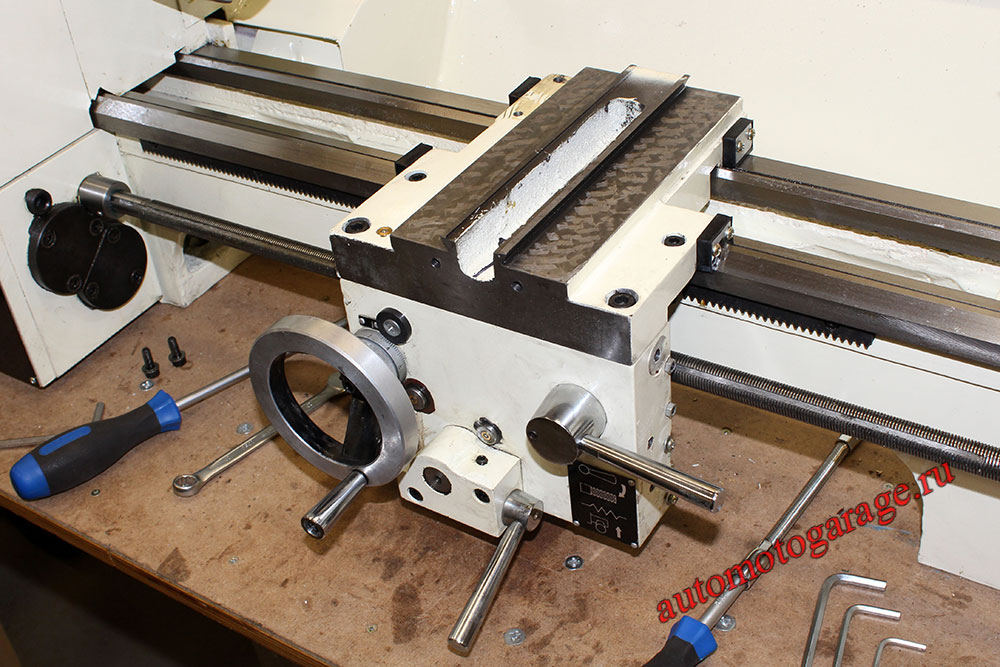
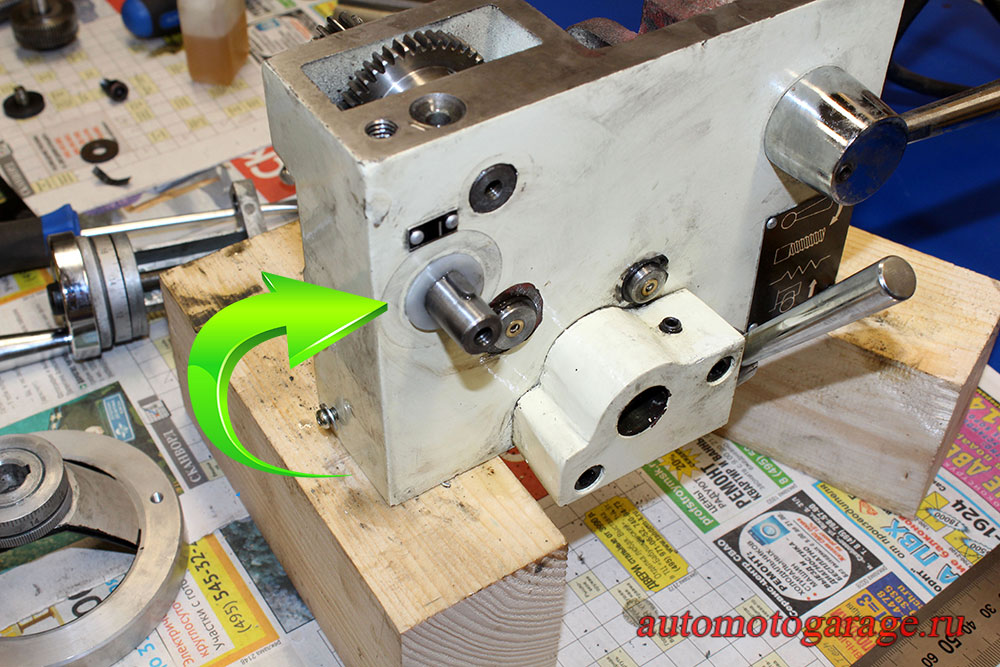
Ручка продольной подачи имеет небольшой свободный ход при повороте в обратную сторону. Скорее всего, причиной тому является либо прослабленная резьба на валу, либо в специальной гайке, установленной на подвижной станине. Наверное, проще переточить гайку. В будущем будем пробовать делать.
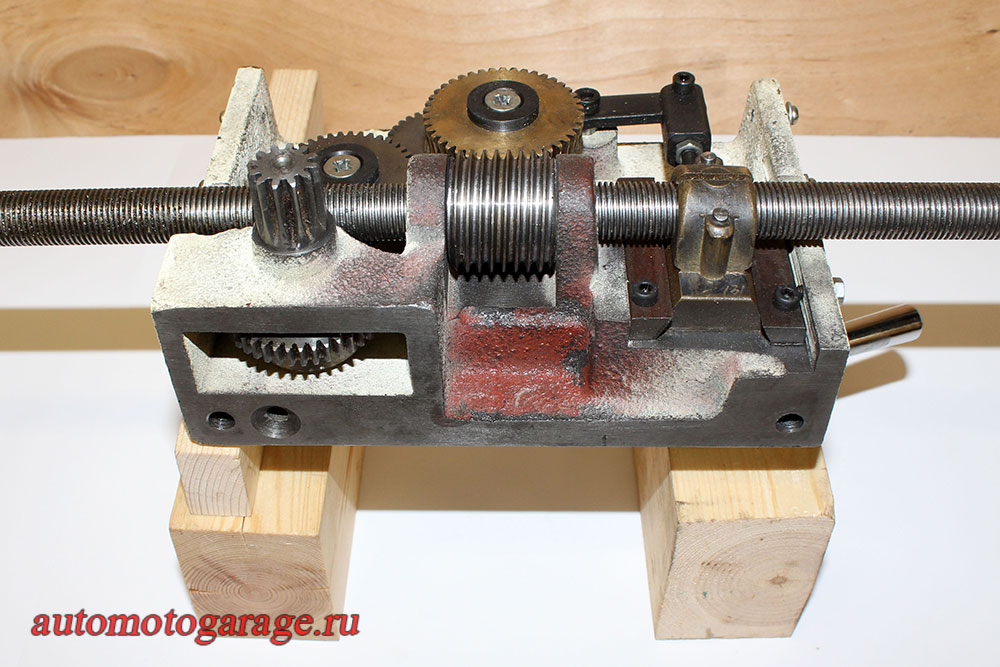
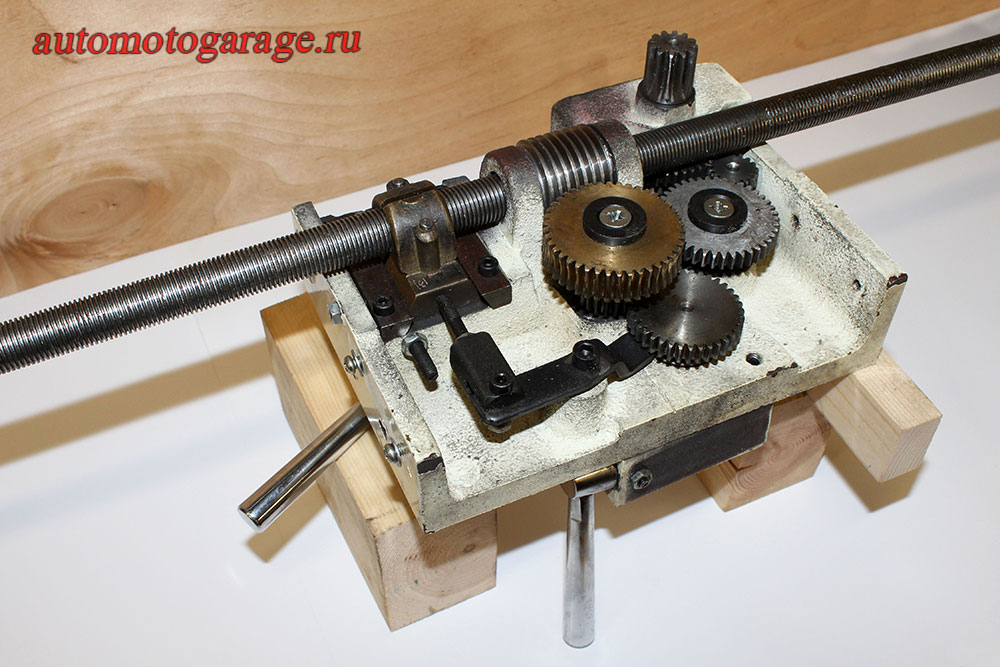
Устанавливаем детали на место. Далее регулируется ход подвижной станины. Регулировка осуществляется при помощи трёх винтов и контрогаек.

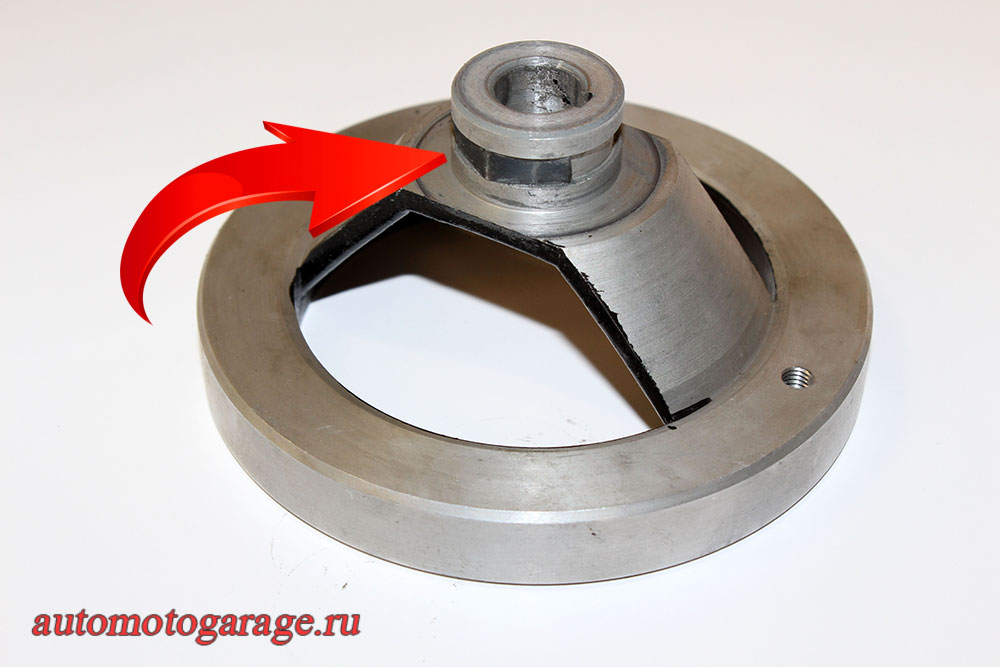
Микроподача и поворотная платформа. Шайба крепления поворотной платформы, это было самое первое моё разочарование, обнаруженное в станке. Когда я отрезал свою первую деталь, то был сломан отрезной резец. По ходу разбирательства выяснилось, что прижимная шайба крепится к подвижной платформе продольной подачи всего в двух точках. Что совсем не отвечает требованиям жёсткости станка при проведении отрезных работ. Впоследствии, пользователями данного инструмента было разобрано решение, которое позволяло это исправить. Делать нечего, подбираем материал и будем переделывать.


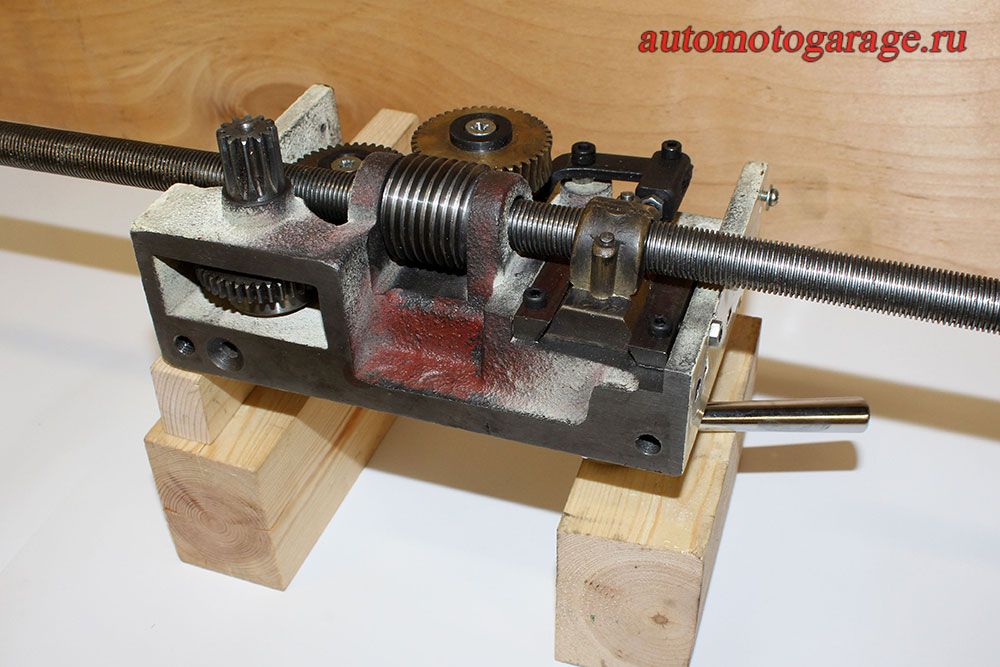
Так как текущая задача отмыть и осмотреть все детали, то сейчас просто собираем всё на своё место и регулируем.
Следующим был разобран индикатор для контроля нарезания резьбы. К нему претензий нет.
Ставим его на своё место. Также прикручиваем кожух индикатора и устанавливаем резцедержалку. Люнеты прополоскал в бензине типа калоша и прикрутил пока на место. В основной работе они не требуется, а нужны при работе с длинными и тонкими заготовками.


Заднюю бабку пока разбирать не стал. Вытер консервационную смазку и через пресс-маслёнки смазал её новым маслом.


Расконсервацию станка можно считать завершенной. Единственное что осталось не тронуто это КПП. Нужно будет хотя бы в ней заменить масло.


Теперь можно потихоньку осваивать токарное дело и подбирать материал для устранения дефектов станка, которые выявлены. Ну и главной следующей задачей является изготовление стола для станка.
суббота, 1 сентября 2018 г.
Суппорт токарного станка JET DB-920W
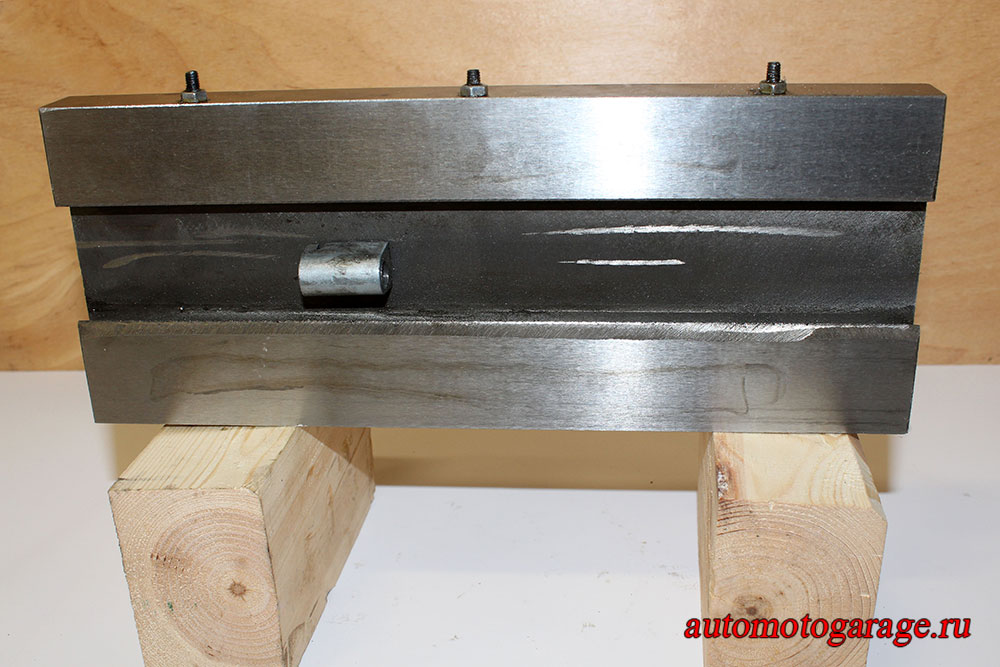
Следующим в очереди по переборке были суппорт и ходовой винт. Переборка ходового винта это конечно громко сказано. Его нужно было тщательно вымыть, но, по понятным причинам, перед первым пуском нормально очистить его не удалось. Ну, а где переборка суппорта там и переборка резцедержалки и продольной подачи. Хочу заметить, что консервационная китайская смазка ни на одни наши смазки не похожа. Грязная она какая-то. Грязная не на наличие посторонних предметов или примесей, а по цвету и ощущению. Забегая вперёд, скажу, если эту смазку сразу не вымыть, то через полгода года её можно смыть только ацетоном. Она становится очень трудно отмываемой. Промывал детали и элементы при помощи бензина калоша. Он не такой вонючий и быстро сохнет. А главное пока свежая смазка, то он хорошо отмывает. Один из интересных моментов, это то, что китайцы намазали маслом только там, где видно. По крайней мере суппорт собран был полностью на сухую. Представляю, какая была бы выработка если брать станок и так работать без проведения профилактики. В общем, были сняты резцедердатель, микроподача, продольная подача. Перед демонтажем продольной подачи необходимо под суппорт подложить два деревянных бруска. В противоположном случае можно погнуть ходовой винт. Промыв абсолютно всё я собрал суппорт почти на сухую. Проблема в том, что на валу подачи суппорта был люфт и не хотелось ковыряться по уши в масле устраняя его. Суппорт с винтом подачи в сборе.
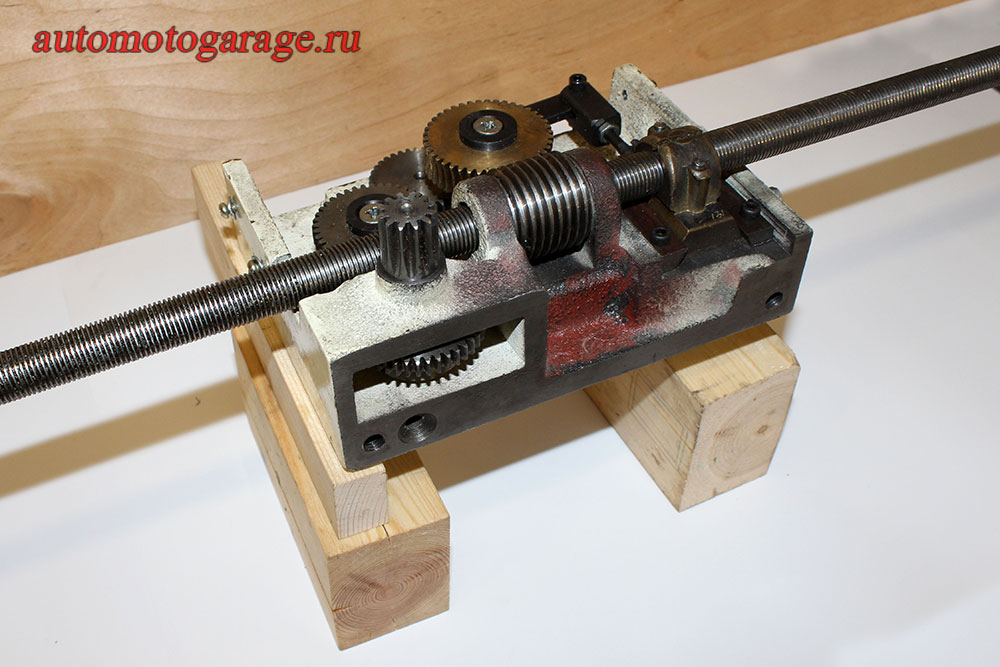
Довольно долго пришлось изучать все зацепления шестерён и посадки валов, пока не были определены проблемные места. Изъяв ходовой винт из суппорта, я ещё раз всё проверил.
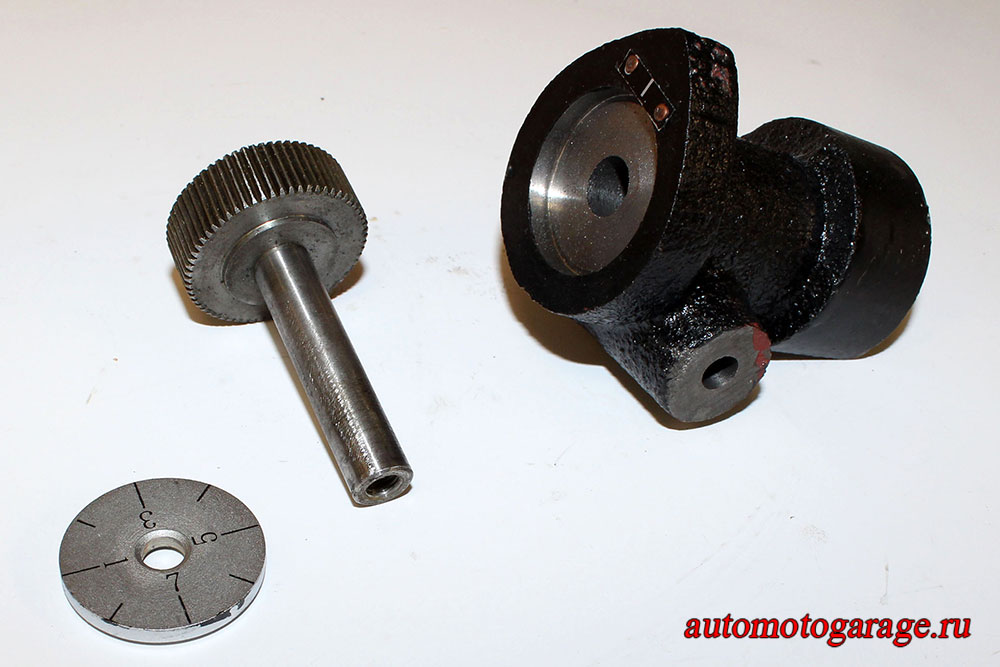
Итак, резюме по суппорту (это в моём случае): большой зазор в посадке основного вала ручки подачи, лечиться только увеличением отверстия с последующим завтуливанием бронзовой вставкой. После чего необходимо будет развернуть отверстие под посадку вала. Временно вышел из ситуации при помощи тефлоновой шайбы с умеренной затяжкой ручки. Люфт при этом сохранился, но уже он не так был заметен.
Далее нужно было разобраться с лимбом на той же ручке подачи. Демонтировал лимб. Там китайцы установили пружинящую пластину из сыромятины.
В качестве материала для изготовления новой детали была использована спиральная пружина.

Ширина ленты почти совпадала с пазом, для которого она предназначалась. Доводить ширину пришлось на абразивном бруске.

После доводки некоторых явных косяков китайской промышленности заново всё было разобрано и тщательно смазано.
Установка выполняется следующим образом. Собирается суппорт. После чего устанавливаем в него ходовой винт и зажимаем маточную гайку. Теперь над местом где должен висеть суппорт кладётся деревянный брусок. Он будет временной опорой. Далее конструкцию (суппорт с винтом) вставляем во вторичный вал КПП и опираем суппорт на ранее приготовленный брусок. Теперь устанавливается задняя опора ходового винта. Далее необходимо совместить отверстия для штифта во вторичном вале КПП и ходовом винте. И в завершении устанавливаем шрифт.

В следующей части будут описаны работы с поперечной, микроподачей и резцедержалкой.
Статьи по данной теме:
Покупка токарного станка JET BD-920W.
JET BD-920W первые впечатления.
Шкивы токарного станка JET DB-920W.
Покупка токарного станка JET BD-920W.
JET BD-920W первые впечатления.
Шкивы токарного станка JET DB-920W.
1-е сентября!

!
Каждый год 1 сентября в России отмечается совершенно особый праздник – День знаний. Несмотря на то, что в 2018 году 1 сентября выпадает на субботу, праздничные мероприятия, посвященные Дню знаний, пройдут в большинстве школ нашей страны. Стоит отметить, что некоторые школы решили перенести празднование Дня знаний в 2018 году на понедельник, 3-е сентября.
По традиции День знаний 1 сентября 2018 года будут отмечать школьники и студенты, учителя и преподаватели, а также родители учащихся. Во многих детских садах также существует традиция праздновать День знаний, который символизирует собой начало нового учебного года.